
Type 245 Mining Cable: A Comprehensive Guide to 1.1-6.6kV Flexible Trailing Cables for Underground Mining Operations
Complete technical guide to Type 245 mining cables (1.1-6.6kV) for longwall shearers and continuous miners. Covers electrical parameters, construction, applications, and troubleshooting for Australian mining operations.
6/11/202525 min read
Type 245 Mining Cable: A Comprehensive Guide to 1.1-6.6kV Flexible Trailing Cables for Underground Mining Operations
Introduction
The backbone of modern underground coal mining operations relies heavily on sophisticated electrical equipment that demands robust, flexible power transmission solutions. At the heart of these operations, Type 245 mining cables serve as the critical link between surface power distribution and the heavy-duty machinery that extracts coal from deep underground seams. These specialised cables, rated for voltages ranging from 1.1kV to 6.6kV, represent decades of engineering refinement specifically tailored to meet the demanding conditions found in Australian mining environments.
Understanding the technical specifications, construction principles, and operational requirements of Type 245 cables becomes essential for mining engineers, electrical technicians, and equipment operators who work with longwall shearers and continuous miners. These cables must withstand constant flexing, exposure to coal dust, moisture, mechanical stress from reeling operations, and the harsh chemical environment found underground, all whilst maintaining reliable electrical performance and critical safety monitoring capabilities.
The significance of proper cable selection extends far beyond simple power transmission. Modern mining operations depend on integrated safety systems, earth continuity monitoring, and remote control capabilities that are built directly into the cable design. When equipment worth millions of dollars operates in potentially explosive atmospheres hundreds of metres underground, the reliability and safety features of the trailing cables become paramount to both operational efficiency and worker safety.
Overview of Mining Machinery
Continuous Miner Operations
The continuous miner represents one of the most sophisticated pieces of underground coal extraction equipment in modern mining operations. This automated machine operates as a mobile coal-cutting unit that combines extraction, loading, and initial transport functions into a single integrated system. Understanding how continuous miners work helps explain why Type 245 cables are engineered with such specific characteristics.
A continuous miner operates by positioning itself against the coal face and using a rotating cutting head equipped with hundreds of tungsten carbide picks. These picks break the coal away from the seam whilst the machine's built-in conveyor system immediately loads the extracted material onto shuttle cars or continuous haulage systems. The entire operation requires precise control of multiple high-power electric motors that drive the cutting head, conveyor systems, traction motors, and hydraulic pumps for the positioning systems.
The electrical demands of a continuous miner are substantial and varied. The cutting head motor typically requires anywhere from 200 to 500 kilowatts of power, depending on the machine size and coal seam hardness. Traction motors for machine movement add another significant electrical load, whilst conveyor motors, hydraulic pump motors, and auxiliary systems contribute additional power requirements. Most importantly, the machine requires flexible trailing cable connections that can accommodate the constant movement as the miner advances into the coal seam.
The trailing cable must maintain electrical integrity whilst being constantly wound and unwound from cable reels as the machine advances. This reeling action subjects the cable to repeated bending stresses, abrasion against reel surfaces, and tension loads that would quickly destroy conventional industrial cables. Additionally, the cable must provide not only the main power conductors but also earth monitoring circuits and control signal pathways that enable remote operation and safety monitoring from the surface.
Longwall Shearer Technology
Longwall mining represents the pinnacle of underground coal extraction efficiency, and the longwall shearer stands as the centrepiece of this highly automated system. Unlike continuous miners that work in individual headings, longwall shearers operate across coal faces that can extend 200 to 400 metres in width, systematically extracting coal as they traverse back and forth along the face.
The longwall shearer consists of two main cutting drums mounted on either end of a central power unit that travels along a rigid conveyor system called an armoured face conveyor (AFC). As the shearer moves along the coal face, these rotating drums, equipped with picks similar to those on continuous miners, cut coal from the seam whilst the conveyor immediately transports the extracted material away from the working area. Behind the shearer, powered roof support units advance automatically, maintaining the structural integrity of the mine opening whilst allowing the roof to collapse in controlled fashion behind the operation.
The electrical requirements of a longwall shearer are even more demanding than those of continuous miners. Modern shearers often require 1000 kilowatts or more of installed electrical power to drive the cutting drums, haulage motors, and hydraulic systems. The machines operate at higher voltages, typically 3.3kV or 6.6kV, to efficiently transmit this substantial power whilst minimising current levels and associated electrical losses.
The shearer's trailing cable faces unique challenges compared to continuous miner applications. As the machine traverses the full width of the longwall face, the trailing cable must accommodate lateral movement of several hundred metres whilst maintaining consistent electrical performance. The cable experiences continuous flexing, dragging across the mine floor, and exposure to falling coal and rock debris. Additionally, the high-voltage operation requires enhanced insulation systems and sophisticated earth monitoring to ensure safe operation in the potentially explosive atmosphere of an underground coal mine.
Most critically, the shearer's trailing cable must provide reliable power transmission whilst the machine operates continuously, often for 20 hours per day or more. Any cable failure results in immediate production stoppage across the entire longwall operation, representing potential lost production worth hundreds of thousands of dollars per day. This economic reality drives the demanding specifications and quality requirements built into Type 245 cable designs.


Type 245 Mining Cable: A Comprehensive Guide to 1.1-6.6kV Flexible Trailing Cables for Underground Mining Operations
Meta Description: Complete technical guide to Type 245 mining cables (1.1-6.6kV) for longwall shearers and continuous miners. Covers electrical parameters, construction, applications, and troubleshooting for Australian mining operations.
Introduction
The backbone of modern underground coal mining operations relies heavily on sophisticated electrical equipment that demands robust, flexible power transmission solutions. At the heart of these operations, Type 245 mining cables serve as the critical link between surface power distribution and the heavy-duty machinery that extracts coal from deep underground seams. These specialised cables, rated for voltages ranging from 1.1kV to 6.6kV, represent decades of engineering refinement specifically tailored to meet the demanding conditions found in Australian mining environments.
Understanding the technical specifications, construction principles, and operational requirements of Type 245 cables becomes essential for mining engineers, electrical technicians, and equipment operators who work with longwall shearers and continuous miners. These cables must withstand constant flexing, exposure to coal dust, moisture, mechanical stress from reeling operations, and the harsh chemical environment found underground, all whilst maintaining reliable electrical performance and critical safety monitoring capabilities.
The significance of proper cable selection extends far beyond simple power transmission. Modern mining operations depend on integrated safety systems, earth continuity monitoring, and remote control capabilities that are built directly into the cable design. When equipment worth millions of dollars operates in potentially explosive atmospheres hundreds of metres underground, the reliability and safety features of the trailing cables become paramount to both operational efficiency and worker safety.
Overview of Mining Machinery
Continuous Miner Operations
The continuous miner represents one of the most sophisticated pieces of underground coal extraction equipment in modern mining operations. This automated machine operates as a mobile coal-cutting unit that combines extraction, loading, and initial transport functions into a single integrated system. Understanding how continuous miners work helps explain why Type 245 cables are engineered with such specific characteristics.
A continuous miner operates by positioning itself against the coal face and using a rotating cutting head equipped with hundreds of tungsten carbide picks. These picks break the coal away from the seam whilst the machine's built-in conveyor system immediately loads the extracted material onto shuttle cars or continuous haulage systems. The entire operation requires precise control of multiple high-power electric motors that drive the cutting head, conveyor systems, traction motors, and hydraulic pumps for the positioning systems.
The electrical demands of a continuous miner are substantial and varied. The cutting head motor typically requires anywhere from 200 to 500 kilowatts of power, depending on the machine size and coal seam hardness. Traction motors for machine movement add another significant electrical load, whilst conveyor motors, hydraulic pump motors, and auxiliary systems contribute additional power requirements. Most importantly, the machine requires flexible trailing cable connections that can accommodate the constant movement as the miner advances into the coal seam.
The trailing cable must maintain electrical integrity whilst being constantly wound and unwound from cable reels as the machine advances. This reeling action subjects the cable to repeated bending stresses, abrasion against reel surfaces, and tension loads that would quickly destroy conventional industrial cables. Additionally, the cable must provide not only the main power conductors but also earth monitoring circuits and control signal pathways that enable remote operation and safety monitoring from the surface.
Longwall Shearer Technology
Longwall mining represents the pinnacle of underground coal extraction efficiency, and the longwall shearer stands as the centrepiece of this highly automated system. Unlike continuous miners that work in individual headings, longwall shearers operate across coal faces that can extend 200 to 400 metres in width, systematically extracting coal as they traverse back and forth along the face.
The longwall shearer consists of two main cutting drums mounted on either end of a central power unit that travels along a rigid conveyor system called an armoured face conveyor (AFC). As the shearer moves along the coal face, these rotating drums, equipped with picks similar to those on continuous miners, cut coal from the seam whilst the conveyor immediately transports the extracted material away from the working area. Behind the shearer, powered roof support units advance automatically, maintaining the structural integrity of the mine opening whilst allowing the roof to collapse in controlled fashion behind the operation.
The electrical requirements of a longwall shearer are even more demanding than those of continuous miners. Modern shearers often require 1000 kilowatts or more of installed electrical power to drive the cutting drums, haulage motors, and hydraulic systems. The machines operate at higher voltages, typically 3.3kV or 6.6kV, to efficiently transmit this substantial power whilst minimising current levels and associated electrical losses.
The shearer's trailing cable faces unique challenges compared to continuous miner applications. As the machine traverses the full width of the longwall face, the trailing cable must accommodate lateral movement of several hundred metres whilst maintaining consistent electrical performance. The cable experiences continuous flexing, dragging across the mine floor, and exposure to falling coal and rock debris. Additionally, the high-voltage operation requires enhanced insulation systems and sophisticated earth monitoring to ensure safe operation in the potentially explosive atmosphere of an underground coal mine.
Most critically, the shearer's trailing cable must provide reliable power transmission whilst the machine operates continuously, often for 20 hours per day or more. Any cable failure results in immediate production stoppage across the entire longwall operation, representing potential lost production worth hundreds of thousands of dollars per day. This economic reality drives the demanding specifications and quality requirements built into Type 245 cable designs.
Electrical Parameters of Type 245 Cable
Voltage Classifications and Applications
The Type 245 cable family encompasses three distinct voltage ratings, each designed to meet specific operational requirements in underground mining applications. Type 245.1 operates at 1.1kV and typically serves smaller continuous miners and auxiliary equipment where moderate power levels suffice. This voltage rating provides adequate power transmission for machines with total electrical loads up to approximately 300 kilowatts, making it suitable for development headings and smaller-scale mining operations.
Type 245.3 cables, rated for 3.3kV operation, represent the workhorse of the mining cable industry. This voltage level efficiently supports the power requirements of larger continuous miners and medium-sized longwall shearers whilst maintaining manageable insulation thickness and overall cable dimensions. The 3.3kV rating allows power transmission up to approximately 1000 kilowatts with reasonable current levels, striking an optimal balance between power capability and cable flexibility.
Type 245.6 cables, designed for 6.6kV operation, serve the most demanding applications in modern mining operations. Large longwall shearers with cutting drum motors exceeding 500 kilowatts each, combined with powerful haulage systems, require the high-voltage capability to efficiently transmit power whilst minimising electrical losses. The 6.6kV rating enables power levels exceeding 2000 kilowatts whilst maintaining current levels that don't require excessive conductor cross-sections.
Conductor Sizing and Current Capacity
The conductor cross-sectional areas available in Type 245 cables range from 16mm² to 150mm², with the selection depending on both the voltage rating and the specific power requirements of the application. Understanding the relationship between conductor size, current-carrying capacity, and voltage drop becomes crucial for proper cable selection in mining applications.
For Type 245.1 cables, conductor sizes typically range from 16mm² for smaller auxiliary equipment up to 150mm² for substantial continuous miner applications. The lower voltage requires higher current levels to transmit equivalent power, necessitating larger conductor cross-sections to maintain acceptable voltage drop levels and prevent excessive conductor heating.
Type 245.3 cables commonly utilise conductor sizes from 25mm² to 150mm², with the higher voltage allowing more efficient power transmission. The reduced current levels for equivalent power transmission mean that smaller conductor sizes can often meet the electrical requirements whilst maintaining cable flexibility.
Type 245.6 cables typically employ conductor sizes from 50mm² to 150mm², reflecting the high-power applications these cables serve. Although the higher voltage allows efficient power transmission with moderate current levels, the substantial power requirements of large longwall shearers often necessitate the larger conductor sizes to handle the total electrical load.
Pilot Conductor Systems
One of the most critical safety features incorporated into Type 245 cables is the three-conductor pilot system located at the cable's centre. These pilot conductors serve dual purposes that are essential for safe mining operations. Firstly, they provide earth continuity monitoring capabilities that continuously verify the integrity of the cable's earth protection system. Secondly, they carry control and communication signals that enable remote operation and monitoring of the mining equipment.
The earth continuity monitoring function operates by maintaining a continuous electrical circuit through one of the pilot conductors and the cable's earth conductors. Should any fault develop that compromises the earth protection system, this monitoring circuit immediately detects the problem and can automatically shut down the equipment power supply. This rapid response capability prevents the development of dangerous electrical conditions that could pose risks to personnel or create ignition sources in potentially explosive atmospheres.
The control circuit functions of the pilot conductors enable sophisticated remote operation capabilities that are essential for modern mining efficiency and safety. These circuits carry signals for equipment start/stop commands, operational status monitoring, fault indication, and communication with surface control systems. The pilot conductors must maintain signal integrity whilst experiencing the same mechanical stresses as the main power conductors, requiring careful design consideration in their construction and protection.
Standards Compliance and Certification
Type 245 cables are manufactured to comply with multiple Australian and New Zealand standards that ensure consistent quality, safety, and performance characteristics. AS/NZS 1802:2003 provides the fundamental requirements for flexible cables used in mining applications, specifying construction methods, materials, testing procedures, and performance criteria that cables must meet for underground use.
AS/NZS 1125 addresses the specific requirements for electrical equipment used in explosive atmospheres, ensuring that cable construction and materials are compatible with the potentially hazardous conditions found in underground coal mines. This standard covers aspects such as flame retardance, static electricity generation, and material compatibility with mine gases.
AS/NZS 3808 focuses on the electrical safety aspects of mining equipment, establishing requirements for earth protection systems, insulation coordination, and fault protection that directly influence cable design parameters. The standard ensures that cables provide adequate electrical safety margins whilst operating in the challenging underground environment.
AS/NZS 5000.1 covers the general requirements for electrical installations in mines, providing the framework within which Type 245 cables operate as part of the overall electrical system. This standard addresses installation practices, system earthing, protection coordination, and maintenance requirements that affect cable selection and application.
Construction and Physical Structure
Conductor Design and Screening
The foundation of Type 245 cable performance lies in its carefully engineered conductor system, which must provide reliable electrical transmission whilst withstanding the mechanical stresses of mining operations. The main power conductors utilise flexible stranded tinned annealed copper construction that optimises both electrical performance and mechanical durability. The stranding pattern employs multiple fine copper wires that provide superior flexibility compared to solid or coarsely stranded conductors, whilst the tinning process protects against corrosion and improves long-term reliability.
The number and size of individual copper strands vary with the overall conductor cross-section, with larger conductors employing more individual strands to maintain flexibility. For example, a 50mm² conductor might utilise 703 individual strands of 0.30mm diameter, providing excellent flexibility whilst maintaining the required current-carrying capacity. This fine stranding becomes particularly important in mining applications where the cable experiences repeated bending cycles during reeling operations.
For cables rated at 3.3kV and above, a semiconductive conductor screen surrounds each main conductor. This screen serves multiple electrical functions that are crucial for reliable high-voltage operation. The semiconductive material provides a smooth, uniform electric field distribution around the conductor, eliminating the sharp field concentrations that could develop at individual strand surfaces and potentially lead to insulation breakdown. The screen also provides a defined boundary between the conductor and insulation system, improving the overall electrical performance and longevity of the cable.
Type 245.1 cables, operating at lower voltage levels, employ barrier tape screening instead of semiconductive screening. This construction provides adequate electrical performance for the lower voltage whilst maintaining manufacturing economy and cable flexibility. The barrier tape prevents moisture ingress and provides some degree of electric field control without the complexity of semiconductive materials.
Insulation System Engineering
The insulation system represents perhaps the most critical aspect of Type 245 cable construction, as it must provide reliable electrical isolation whilst maintaining flexibility and durability under demanding operating conditions. Ethylene Propylene Rubber (EPR) serves as the primary insulation material, selected for its excellent electrical properties, mechanical durability, and resistance to the environmental conditions found in mining applications.
EPR insulation offers several advantages over alternative insulation materials. Its excellent dielectric strength provides reliable electrical isolation at the specified voltage levels whilst maintaining superior flexibility over a wide temperature range. The material exhibits excellent resistance to ozone, ultraviolet radiation, and the various chemicals encountered in mining environments, including oil, hydraulic fluids, and coal dust.
The insulation thickness varies with the cable voltage rating, with Type 245.1 cables requiring approximately 2.0mm of EPR insulation, Type 245.3 cables requiring 3.0mm, and Type 245.6 cables requiring 5.0mm. These thicknesses provide adequate electrical safety margins whilst maintaining cable flexibility and managing overall cable dimensions.
For cables rated at 3.3kV and above, a semiconductive insulation screen surrounds the EPR insulation. This screen serves to control the electric field distribution at the outer surface of the insulation, preventing the formation of high-stress concentrations that could lead to premature insulation failure. The semiconductive screen also provides a defined interface between the insulation and the overall cable construction, improving electrical performance and enabling effective earth fault detection.
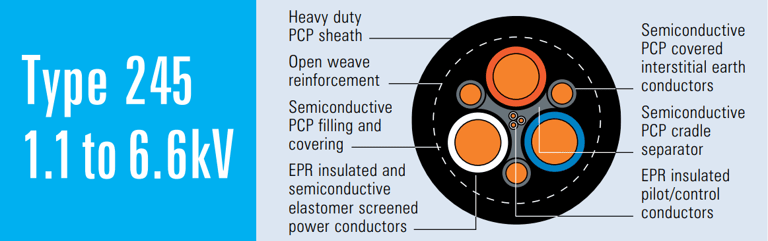
Assembly Architecture and Earth Protection
The assembly of Type 245 cables employs a sophisticated architecture that integrates multiple protective and functional elements into a cohesive structure. The cradle separator, manufactured from semiconductive PCP (Polychloroprene) material, provides mechanical separation between the three main power conductors whilst contributing to the overall electric field control within the cable. This separator maintains consistent conductor spacing and prevents conductor interaction during cable flexing.
The three interstitial earth conductors represent a critical safety feature that sets mining cables apart from conventional industrial applications. These conductors, positioned in the spaces between the main power conductors, provide multiple parallel earth paths that ensure reliable earth protection even if one or more earth conductors become damaged. Each earth conductor utilises flexible stranded tinned copper construction similar to the main conductors, though with smaller cross-sections appropriate for their protective function.
The earth conductors are covered with semiconductive PCP material that provides both mechanical protection and electrical field control. This covering integrates the earth conductors into the overall cable electric field system whilst providing resistance to abrasion and mechanical damage. The semiconductive properties ensure that the earth conductors can effectively carry fault currents and provide reliable earth reference for the cable's electrical system.
The overall core screen encompasses the entire assembly of power conductors, earth conductors, and pilot conductors within a semiconductive PCP filling and covering system. This screen provides several important functions including mechanical protection of the internal components, additional electric field control, and a barrier against moisture ingress. The semiconductive properties of the screen material ensure uniform electric field distribution across the cable cross-section.
Pilot Conductor Integration
The three central pilot conductors occupy the geometric centre of the cable assembly, providing both mechanical balance and optimal protection for these critical control circuits. Each pilot conductor employs flexible stranded tinned copper construction with EPR insulation, ensuring reliable signal transmission whilst maintaining the mechanical durability required for mining applications.
The pilot conductors typically utilise 28 strands of 0.25mm copper wire, providing excellent flexibility whilst maintaining adequate current-carrying capacity for control and monitoring functions. The EPR insulation provides electrical isolation and mechanical protection, with insulation thickness of 0.8mm being standard across all voltage ratings of Type 245 cables.
The central positioning of the pilot conductors provides several advantages. The location offers maximum protection from mechanical damage, as the surrounding power conductors and earth conductors provide a protective barrier. The central position also minimises the electrical interference from the power conductors, ensuring clean signal transmission for control and monitoring functions.
Reinforcement and Sheath Systems
The mechanical reinforcement system of Type 245 cables employs an open-weave textile braid that provides tensile strength and abrasion resistance whilst maintaining cable flexibility. This reinforcement typically utilises synthetic fibres arranged in a braided pattern that distributes mechanical stresses evenly across the cable circumference. The open-weave construction allows the outer sheath material to penetrate the braid, creating a mechanical bond that prevents separation under stress.
The outer sheath system represents the cable's first line of defence against the harsh underground mining environment. The standard heavy-duty PCP sheath provides excellent resistance to abrasion, oil, chemicals, flame, and ultraviolet radiation whilst maintaining flexibility over a wide temperature range. The sheath thickness varies with cable size and voltage rating, typically ranging from 4.1mm for smaller Type 245.1 cables to 8.0mm for the largest Type 245.6 cables.
Alternative sheath materials including heavy-duty CPE (Chlorinated Polyethylene) and CSP (Chlorosulphonated Polyethylene) are available upon request for applications requiring specific chemical resistance or environmental performance characteristics. These alternative materials maintain the fundamental protective properties whilst offering enhanced performance in specific applications.
Typical Applications in Mining Operations
Longwall Shearer Applications
Type 245 cables find their most demanding application as trailing cables for longwall shearers, where they must provide reliable power transmission whilst accommodating the continuous movement of these massive coal-cutting machines. The shearer's operational pattern creates unique challenges for the trailing cable system, as the machine travels back and forth across coal faces that can extend 300 metres or more in width.
During shearer operation, the trailing cable experiences continuous dynamic loading as it is dragged across the mine floor, around obstacles, and through areas where coal and rock debris accumulate. The cable must maintain electrical integrity whilst experiencing lateral forces, bending stresses, and abrasion from contact with the armoured face conveyor and other mining equipment.
The high power requirements of modern longwall shearers typically necessitate Type 245.3 or Type 245.6 cables with large conductor cross-sections. A typical longwall shearer installation might employ 95mm² or 120mm² conductors at 3.3kV or 6.6kV to handle the substantial electrical loads of the cutting drum motors, haulage system, and auxiliary equipment.
The earth continuity monitoring provided by the pilot conductors becomes particularly critical in longwall applications due to the high power levels and continuous operation requirements. Any earth system failure could create dangerous conditions and would immediately shut down the entire longwall operation, making the reliability of the pilot conductor monitoring system essential for both safety and production continuity.
Continuous Miner Operations
Continuous miners present different challenges for Type 245 cable applications, primarily related to the constant advancement of the machine into the coal seam and the associated cable reeling operations. As the continuous miner cuts coal and advances into the seam, the trailing cable must be continuously paid out from a cable reel system, creating repeated bending stresses at the reel connection point.
The cable reeling operation subjects the cable to cyclical bending stresses that would quickly fatigue conventional cables. Type 245 cables are specifically designed to withstand these repeated bending cycles through their flexible conductor construction, carefully formulated insulation and sheath materials, and robust reinforcement systems.
Continuous miner applications typically utilise Type 245.1 or Type 245.3 cables, depending on the machine size and power requirements. Smaller development miners might operate effectively with 50mm² or 70mm² conductors at 1.1kV, whilst larger production miners require 95mm² or 120mm² conductors at 3.3kV to handle their substantial electrical loads.
The pilot conductor systems in continuous miner applications provide essential earth monitoring and remote control capabilities. The earth monitoring enables rapid detection of cable damage that might occur during the mining process, whilst the control circuits allow remote operation of the miner from safe locations away from the cutting face.
Peripheral Longwall Equipment
Beyond the primary applications with shearers and continuous miners, Type 245 cables serve various peripheral longwall equipment applications that are essential for complete mining system operation. These applications include powered roof support systems, stage loaders, belt conveyors, and auxiliary equipment that collectively enable the longwall mining process.
Powered roof support systems utilise Type 245 cables to provide electrical power for the hydraulic pumps and control systems that operate these critical safety devices. The cables must accommodate the regular advancement of the roof supports as the longwall face progresses, creating similar challenges to those encountered in shearer applications but typically at lower power levels.
Stage loaders and belt conveyor systems employ Type 245 cables for their drive motors and control systems. These applications benefit from the cables' flexibility and durability whilst requiring reliable power transmission for the material handling systems that transport coal from the longwall face to the surface.
The standardisation on Type 245 cable construction across multiple equipment types provides significant advantages for mining operations. Maintenance crews become familiar with a single cable type, spare parts inventory can be consolidated, and installation procedures can be standardised across the entire mining system.
Dimensions, Weights, and Selection Criteria
Physical Characteristics by Type
Understanding the physical dimensions and weights of Type 245 cables becomes crucial for proper installation planning, handling equipment selection, and operational logistics. The cable dimensions directly impact the selection of cable reels, installation methods, and handling procedures required for safe and efficient deployment.
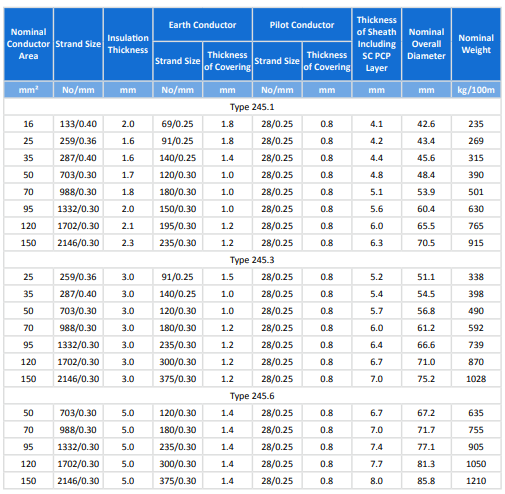
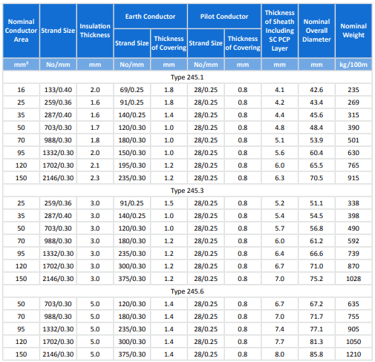
Type 245.1 cables exhibit overall diameters ranging from 42.6mm for 16mm² conductors to 70.5mm for 150mm² conductors. The corresponding weights range from 235 kg per 100 metres to 915 kg per 100 metres, reflecting the substantial copper content and robust construction required for mining applications. These dimensions require careful consideration when selecting cable handling equipment and planning installation procedures.
Type 245.3 cables show larger overall dimensions due to the increased insulation thickness required for higher voltage operation. Diameters range from 51.1mm for 25mm² conductors to 75.2mm for 150mm² conductors, with weights ranging from 338 kg per 100 metres to 1028 kg per 100 metres. The increased dimensions and weights require more substantial handling equipment and installation planning.
Type 245.6 cables represent the largest construction in the family, with diameters ranging from 67.2mm for 50mm² conductors to 85.8mm for 150mm² conductors. Weights range from 635 kg per 100 metres to 1210 kg per 100 metres, reflecting the substantial insulation thickness and overall construction required for high-voltage mining applications.
Installation and Handling Considerations
The substantial weights and dimensions of Type 245 cables require specialised handling equipment and installation procedures. Cable reels for these applications must be designed to handle the substantial weights whilst providing smooth cable payout during installation and operation. Reel design must also accommodate the large cable diameters and provide adequate bending radius control to prevent cable damage during installation.
Cable installation in mining applications typically requires mobile cable handling equipment capable of transporting and positioning the heavy cable reels. The installation crew must have adequate lifting equipment and rigging expertise to safely handle the substantial cable weights without causing damage to the cable or creating safety hazards for personnel.
The minimum bending radius requirements for Type 245 cables are typically specified as 15 times the cable overall diameter for installation bending and 10 times the diameter for operational bending. These requirements ensure that the cable's electrical and mechanical integrity is maintained throughout its service life whilst accommodating the bending requirements of mining equipment operation.
Selection Methodology
Proper selection of Type 245 cables requires careful analysis of multiple factors including electrical requirements, mechanical constraints, environmental conditions, and operational parameters. The selection process begins with determining the electrical requirements including voltage level, power transmission requirements, and current-carrying capacity needed for the specific application.
The voltage level determination typically follows from the mining equipment specifications, with smaller continuous miners often operating at 1.1kV, larger miners and medium shearers at 3.3kV, and large longwall shearers at 6.6kV. The power transmission requirements determine the conductor cross-section needed, considering both steady-state operation and starting current requirements.
Environmental factors including ambient temperature, chemical exposure, abrasion resistance requirements, and flame retardance specifications influence both the cable construction selection and any special sheath requirements. The mechanical requirements including flexibility, tensile strength, and bending cycle capability must be evaluated against the specific operational demands of the application.
Economic considerations including initial cable cost, installation costs, expected service life, and replacement logistics also factor into the selection process. The substantial investment in Type 245 cables and their critical role in mining operations make thorough selection analysis essential for optimal operational and economic performance.
Frequently Asked Questions: Mining Cable Issues and Solutions
Q1: Why are multiple pilot cores necessary in mining cable applications?
The three pilot cores in Type 245 cables serve essential safety and operational functions that distinguish mining cables from conventional industrial applications. The primary function involves earth continuity monitoring, where one pilot conductor maintains a continuous electrical circuit through the cable's earth protection system. This monitoring circuit immediately detects any compromise to the earth protection system and can automatically shut down equipment power to prevent dangerous electrical conditions.
The secondary function provides control and communication circuits that enable remote operation of mining equipment. Modern mining operations require sophisticated control systems that allow equipment operation from safe locations away from the working face. The pilot conductors carry start/stop commands, operational status signals, fault indications, and communication with surface monitoring systems. This remote control capability is essential for both operational efficiency and personnel safety in underground mining environments.
The multiple pilot conductor arrangement provides redundancy that ensures continued operation even if one pilot conductor becomes damaged. This redundancy is crucial in mining applications where equipment downtime can cost hundreds of thousands of dollars per day and where reliable earth monitoring is essential for personnel safety.
Q2: Can Type 245 cables withstand the constant bending and reeling operations typical in mining?
Type 245 cables are specifically engineered to withstand the demanding mechanical conditions encountered in mining operations, including constant bending, reeling, and flexing. The flexible stranded conductor construction utilises fine copper strands that accommodate repeated bending without work hardening or fatigue failure. The stranding patterns are optimised to provide maximum flexibility whilst maintaining electrical performance.
The EPR insulation system maintains its electrical and mechanical properties through thousands of bending cycles, unlike some insulation materials that become brittle or crack under repeated flexing. The carefully formulated compounds resist fatigue and maintain flexibility over the wide temperature ranges encountered in mining applications.
The textile reinforcement braid provides tensile strength and distributes bending stresses evenly across the cable structure, preventing localised stress concentrations that could lead to failure. The heavy-duty PCP outer sheath offers excellent abrasion resistance and flexibility, protecting the internal cable components whilst accommodating the dragging and flexing encountered during operation.
Proper installation practices including adequate bending radius control and appropriate cable reel design are essential for achieving maximum service life. Mining operations that follow manufacturer recommendations for installation and handling typically achieve service lives of several years even under demanding operational conditions.
Q3: What happens if the EPR insulation becomes damaged during underground operation?
Insulation damage in underground mining applications creates potentially serious safety and operational concerns that require immediate attention. Damaged EPR insulation can lead to phase-to-earth faults that create electrical hazards for personnel and potential ignition sources in explosive atmospheres. The consequences of insulation failure extend beyond simple equipment shutdown to include serious safety risks.
The earth conductor system and pilot conductor monitoring in Type 245 cables provide early detection of insulation problems before they develop into serious faults. The earth continuity monitoring continuously verifies the integrity of the earth protection system and can detect developing insulation problems through changes in earth resistance or leakage current measurements.
When insulation damage is detected, mining operations must immediately shut down the affected equipment and replace or repair the damaged cable section. Temporary repairs using properly rated jointing techniques may be possible for minor damage, but permanent repair typically requires cable replacement. The multiple earth conductors provide continued protection during temporary repair operations.
Prevention of insulation damage requires proper cable handling, adequate protection from mechanical damage, and regular inspection and testing of cable condition. Mining operations should implement preventive maintenance programmes that include periodic electrical testing, visual inspection, and replacement of cables showing signs of deterioration before failures occur.
Q4: Are Type 245 cables fire-retardant and UV resistant for mining applications?
Type 245 cables incorporate fire-retardant and UV-resistant properties essential for safe operation in underground mining environments. The heavy-duty PCP outer sheath provides excellent flame retardance that meets the requirements of AS/NZS standards for mining cable applications. The sheath material is formulated to self-extinguish when the ignition source is removed and to minimise the production of toxic gases during combustion.
The UV resistance of the PCP sheath enables the cables to withstand exposure to artificial lighting systems commonly used in underground mining operations. Whilst underground applications typically involve limited UV exposure compared to outdoor installations, the resistance to UV degradation ensures long-term material stability and prevents premature aging of the cable sheath.
The fire-retardant properties extend beyond simple flame resistance to include low smoke emission and reduced toxic gas production during combustion. These characteristics are particularly important in confined underground spaces where smoke and toxic gases could pose serious risks to personnel evacuation and rescue operations.
Additional fire protection measures in mining installations include proper cable routing, adequate separation from ignition sources, fire detection systems, and emergency shutdown procedures. The fire-retardant properties of Type 245 cables provide an essential safety margin, but comprehensive fire protection requires attention to the complete electrical installation design.
Q5: What temperature ranges can Type 245 cables handle in mining environments?
Type 245 cables are designed to operate reliably across the wide temperature ranges encountered in underground mining applications, typically rated for continuous operation from -25°C to +90°C. This temperature range accommodates the varying conditions found in different mining environments, from cold surface conditions during winter cable handling to elevated temperatures in deep underground workings.
The EPR insulation maintains its electrical and mechanical properties throughout this temperature range, providing consistent dielectric strength and flexibility. Unlike some insulation materials that become brittle at low temperatures or soften excessively at high temperatures, EPR provides stable performance across the entire operating range.
The PCP outer sheath similarly maintains its protective properties across the specified temperature range, providing consistent abrasion resistance, chemical resistance, and mechanical protection. The material formulation prevents cracking at low temperatures and excessive softening at high temperatures.
Special considerations may be required for extreme temperature applications. Cables stored or handled in very cold conditions should be allowed to warm gradually before installation to prevent damage from excessive flexing of cold materials. Applications involving elevated temperatures above the standard rating may require special cable constructions or additional cooling measures.
Mining operations should monitor cable temperatures during operation and ensure that cable routing and installation methods provide adequate heat dissipation. Proper ventilation, cable spacing, and heat load management help ensure that cables operate within their specified temperature limits throughout their service life.
Q6: Can Type 245 cables be safely used in potentially explosive mining atmospheres?
Type 245 cables themselves do not carry intrinsic safety certification and therefore cannot be used directly in explosive atmospheres without additional protective measures. However, these cables are designed to operate safely as part of properly engineered electrical systems that include explosion-proof equipment and appropriate safety management procedures.
The cables meet the material and construction requirements of AS/NZS standards for mining applications, including flame retardance, antistatic properties, and material compatibility with mine gases. The heavy-duty construction and quality materials minimise the risk of cable failure that could create ignition sources.
Safe operation in explosive atmospheres requires the use of explosion-proof electrical equipment, proper earthing systems, gas monitoring, and operational procedures that prevent the accumulation of explosive gas concentrations. The cable's earth monitoring system provides essential safety monitoring that enables rapid detection and isolation of electrical faults.
Mining operations must implement comprehensive electrical safety management systems that include regular inspection and testing of cables, proper installation and maintenance procedures, and training of personnel in electrical safety requirements. The Type 245 cable design provides the foundation for safe electrical operation, but complete safety requires attention to the entire electrical system design and management.
Gas monitoring systems, ventilation controls, and operational procedures must work together to maintain safe conditions in areas where Type 245 cables operate. The robust construction and safety features of these cables provide an essential foundation for safe mining electrical systems when properly integrated with comprehensive safety management programmes.
Conclusion
Type 245 mining cables represent a sophisticated engineering solution to the demanding requirements of underground coal mining operations. Their multi-voltage capability spanning 1.1kV to 6.6kV, combined with robust construction and integrated safety features, makes them the preferred choice for longwall shearers, continuous miners, and peripheral mining equipment across Australian mining operations.
The careful balance of electrical performance, mechanical durability, and safety features in Type 245 cables reflects decades of development specifically focused on mining applications. The flexible stranded conductors, EPR insulation system, integrated earth protection, and pilot conductor monitoring combine to provide reliable power transmission whilst maintaining the safety standards essential for underground operations.
Proper selection of Type 245 cables requires thorough analysis of electrical requirements, mechanical demands, environmental conditions, and safety considerations. The substantial investment in these cables and their critical role in mining operations makes careful selection and proper installation essential for optimal performance and safety.
Mining operations should implement comprehensive maintenance programmes that include regular electrical testing, visual inspection, and preventive replacement of cables showing signs of deterioration. The robust construction of Type 245 cables provides excellent service life when properly applied and maintained, but the demanding mining environment requires ongoing attention to cable condition and performance.
The future of mining operations will continue to demand increasingly sophisticated electrical systems, and Type 245 cables provide the foundation for reliable, safe, and efficient power transmission in these challenging applications. Their proven performance in Australian mining operations establishes them as the standard against which other mining cable solutions are measured, ensuring their continued importance in the evolution of underground mining technology.

