
Type 2S 1.1/1.1 kV Collectively Screened Mining Cables: Powering Australia's Underground Operations
Discover how Type 2S 1.1/1.1 kV collectively screened mining cables power Australia's underground coal and metalliferous mines, from Olympic Dam to Moranbah North, meeting AS/NZS safety standards.
7/1/202520 min read
Type 2S 1.1/1.1 kV Collectively Screened Mining Cables: Powering Australia's Underground Operations
Introduction: The Lifeline of Underground Mining Operations
Deep beneath Australia's surface, where sunlight never penetrates and temperatures can soar, sophisticated mining operations extract billions of dollars worth of precious metals, coal, and minerals. At the heart of these complex underground systems lies a critical component that most people never see but absolutely cannot do without: Type 2S 1.1/1.1 kV collectively screened mining cables.
These specialised electrical cables serve as the nervous system of underground mining operations, delivering power to massive excavation equipment, providing lighting for miners working in pitch-black tunnels, and carrying control signals that coordinate intricate mining processes. Unlike ordinary electrical cables you might find in your home or office, mining cables must withstand extraordinary conditions that would destroy conventional wiring within days or even hours.
The Type 2S designation refers to a specific category of mining cable designed to meet Australia's rigorous safety and performance standards. The voltage rating of 1.1/1.1 kV indicates the cable can safely handle 1,100 volts between any conductor and earth, making it suitable for medium-voltage applications common in mining operations. The term "collectively screened" describes a crucial safety feature where all conductors share a common metallic shield that provides electrical protection and serves as an earth conductor.
These cables must comply with several Australian and New Zealand standards, including AS/NZS 1972:2006 for insulated cables for energy systems, AS/NZS 1125 for conductors in insulated electric cables, and AS/NZS 3808 which covers electrical equipment for coal mines. This regulatory framework ensures that every cable installed underground meets the highest standards for safety, reliability, and performance.
Understanding the importance of these cables requires appreciating the unique challenges of underground mining. Miners work in environments where explosive gases may be present, where water constantly seeps through rock formations, where heavy machinery creates intense vibrations, and where a single electrical fault could trigger a catastrophic explosion or fire. In such conditions, ordinary electrical systems simply cannot provide the safety and reliability that mining operations demand.
Australia's Major Underground Mining Operations: Where These Cables Make a Difference
Australia's underground mining industry represents some of the most technically advanced and challenging mining operations in the world. Each major site presents unique conditions that test the limits of electrical equipment, making the choice of appropriate cabling systems absolutely critical for safe and efficient operations.
The Olympic Dam mine in South Australia stands as one of the world's largest polymetallic deposits, containing significant reserves of copper, uranium, gold, and silver. Located approximately 550 kilometres north of Adelaide, this underground operation extends to depths exceeding 1,000 metres below the surface. The mine's complex shaft infrastructure requires extensive electrical systems to power massive hoisting equipment, ventilation fans that move millions of cubic metres of air per hour, and sophisticated ore processing equipment. The harsh conditions at Olympic Dam, including high temperatures due to geothermal activity and the presence of radioactive materials, create an environment where only the most robust electrical cables can survive.
Moving east to New South Wales, the Cadia-Ridgeway operation near Orange represents one of Australia's most significant gold and copper mining complexes. This underground operation features multiple mining zones connected by an intricate network of tunnels and shafts. The electrical infrastructure at Cadia must support high-powered mining equipment including massive block cave operations, underground crushers, and conveyor systems that transport thousands of tonnes of ore daily. The complex geometry of the mine, with workings extending in multiple directions from central shaft systems, requires flexible cable systems that can navigate tight corners and withstand constant flexing as equipment moves through the underground workings.
In Queensland's Bowen Basin, the Moranbah North coal mine operates approximately 200 metres below the surface, extracting high-quality coking coal using longwall mining methods. This operation presents unique challenges because coal mines operate under strict regulations regarding explosive atmospheres and electrical safety. The presence of methane gas, coal dust, and water ingress creates conditions where electrical equipment must meet the highest safety standards. Longwall mining, which involves automated cutting machines that extract coal along faces up to 300 metres wide, requires sophisticated electrical control systems and power cables that can withstand the constant movement and vibration of heavy mining machinery.
Western Australia's Gwalia gold mine, located near Leonora, represents one of the deepest trucking operations in the world, with workings extending to depths approaching 1,600 metres below surface. The extreme depth creates unique challenges including elevated rock temperatures, increased hydrostatic pressure, and logistical difficulties in installing and maintaining electrical systems. At such depths, the weight of cables themselves becomes a significant engineering consideration, and the reliability of electrical systems becomes even more critical because maintenance and repair operations are extremely complex and expensive.
The Forrestania nickel operations, also in Western Australia, demonstrate how underground mining extends beyond coal and precious metals to strategic minerals essential for modern technology. Nickel mining operations often encounter highly corrosive groundwater conditions that can rapidly degrade electrical equipment. The Kambalda nickel operations, famous for their high-grade ore and complex geology, require electrical systems that can operate reliably in environments where ground movement and seismic activity create ongoing stress on cable installations.
In Queensland, the Cannington mine represents one of the world's largest silver, lead, and zinc operations. This underground mine operates in extremely hot conditions, with rock temperatures often exceeding 50 degrees Celsius. The combination of high temperature, humidity from underground water sources, and the presence of sulfide minerals creates an environment that tests the limits of electrical insulation materials and cable construction techniques.
Each of these operations relies heavily on Type 2S collectively screened cables to maintain safe and efficient electrical systems. The cables must not only deliver power reliably but also provide the safety features necessary to protect workers and equipment in these challenging environments.
Application Scenarios: Where and How Mining Cables Perform
Understanding the specific applications of Type 2S collectively screened cables helps illustrate why their specialised construction is so important for underground mining operations. These cables serve multiple critical functions, each presenting unique technical challenges that ordinary electrical cables simply cannot meet.
Machine wiring represents perhaps the most demanding application for mining cables. Underground mining equipment includes massive excavators, continuous miners that can weigh hundreds of tonnes, shuttle cars that transport ore through narrow tunnels, and longwall systems that can extend for hundreds of metres. This equipment operates continuously in environments where mechanical stress, vibration, and abrasion are constant concerns. The cables powering this equipment must flex repeatedly as machines move, resist crushing forces when equipment passes over them, and maintain electrical integrity despite constant vibration and shock loading.
Longwall mining systems present particularly challenging requirements for electrical cables. These automated mining systems use massive cutting drums to extract coal along faces that can extend up to 400 metres in width. The entire longwall system advances continuously as mining progresses, requiring power cables that can be repeatedly coiled, uncoiled, and repositioned. The collective screening in Type 2S cables becomes critical in these applications because the constant movement and potential for mechanical damage creates ongoing risk of electrical faults that could ignite explosive atmospheres.
Lighting circuits in underground mines require specialised considerations that go far beyond simple illumination. Underground lighting systems must provide consistent, reliable illumination for worker safety while operating in environments where explosive gases may be present. The collectively screened construction of Type 2S cables ensures that any electrical fault is immediately detected and safely grounded, preventing the possibility of electrical arcing that could trigger explosions. Additionally, mining lighting systems often operate continuously for months or years without maintenance access, making cable reliability absolutely critical.
Control and pilot circuits represent another critical application where the screening characteristics of Type 2S cable provide essential benefits. Modern mining operations rely heavily on automated systems that monitor air quality, control ventilation systems, and coordinate the movement of equipment throughout underground workings. These control systems use low-voltage signals that can be easily disrupted by electrical interference from high-powered mining equipment. The collective screening in Type 2S cables provides effective electromagnetic shielding that protects sensitive control signals from interference while also providing a reliable earth path for safety systems.
The inclusion of twisted pair cores in some Type 2S cable configurations addresses the specific needs of communication and data transmission systems in underground mining. Modern mining operations increasingly rely on real-time data collection, equipment monitoring, and communication systems that require reliable signal transmission over long distances in electrically noisy environments. Twisted pair construction minimises electromagnetic interference, while the collective screening provides additional protection against electrical noise from nearby power cables and mining equipment.
Environmental conditions underground create ongoing challenges that influence how cables must be installed and protected. Water ingress is a constant concern in most underground mining operations, with groundwater seepage, high humidity, and occasional flooding creating conditions where electrical systems must maintain integrity even when submerged. The heavy-duty CPE (Chlorinated Polyethylene) sheath used in Type 2S cables provides excellent water resistance while maintaining flexibility in cold conditions.
Mechanical stress from mining operations creates ongoing challenges for cable installations. Underground cables may be subjected to crushing forces from heavy equipment, abrasion from rock falls or equipment contact, and tensile stress from cable support systems. The robust construction of Type 2S cables, including their heavy-duty sheath and internal reinforcement, provides the mechanical strength necessary to survive these challenging conditions.
Temperature variations underground can be extreme, particularly in deep operations where geothermal heating can create rock temperatures exceeding 60 degrees Celsius. Conversely, ventilation systems and seasonal variations can create sub-zero conditions in some areas. Type 2S cables are designed to operate reliably across temperature ranges from -25°C to +60°C, ensuring consistent performance regardless of environmental conditions.
Technical Construction and Electrical Parameters: Engineering for Extreme Conditions
The construction of Type 2S 1.1/1.1 kV collectively screened mining cables represents a sophisticated engineering solution designed to address the multiple challenges of underground mining environments. Understanding the technical details of cable construction helps explain why these cables can perform reliably in conditions that would quickly destroy conventional electrical cables.
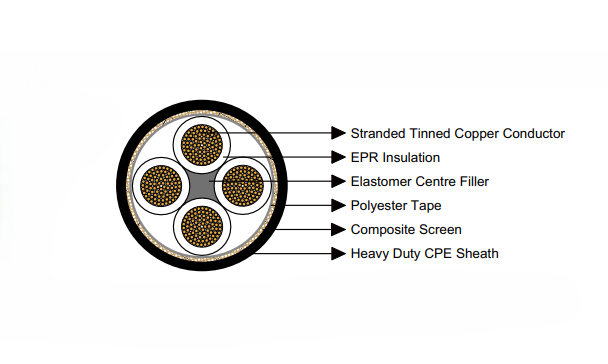
The foundation of any electrical cable lies in its conductors, and Type 2S cables use stranded, tinned, annealed copper conductors that comply with AS/NZS 1125 standards. The choice of copper provides excellent electrical conductivity, ensuring efficient power transmission with minimal losses. The stranded construction, typically using 30 strands of 0.25mm diameter wire for 1.5mm² conductors, provides flexibility that allows the cable to bend and flex without breaking individual conductor strands. This flexibility is crucial for mining applications where cables must navigate tight spaces and withstand repeated flexing as equipment moves.
The tinning process involves coating individual copper strands with a thin layer of tin, which provides several important benefits for mining applications. Tin coating prevents oxidation of the copper conductors, ensuring long-term electrical performance even in humid underground environments. Additionally, tinning improves the bond between the copper conductor and the surrounding insulation materials, creating a more reliable interface that resists degradation over time.
The annealing process involves controlled heating and cooling of the copper conductors to optimise their mechanical properties. Annealed copper provides the ideal balance of electrical conductivity and mechanical flexibility needed for mining cable applications. Hard-drawn copper might provide slightly better conductivity but would be too brittle for the flexing requirements of mining equipment, while fully soft copper might be too mechanically weak for the demanding underground environment.
Insulation materials in Type 2S cables use EPR (Ethylene Propylene Rubber) compounds specifically formulated for mining applications. EPR insulation provides excellent electrical properties across a wide temperature range while maintaining flexibility and resistance to environmental degradation. The R-EP-90 designation indicates that the insulation can operate continuously at temperatures up to 90 degrees Celsius, providing significant safety margin for most underground mining applications.
EPR insulation offers several advantages over alternative materials for mining applications. Unlike PVC insulation, EPR maintains flexibility at low temperatures and does not become brittle when exposed to cold conditions. The chemical structure of EPR provides excellent resistance to ozone, ultraviolet radiation, and many chemical compounds that might be encountered in mining environments. Additionally, EPR insulation can be formulated to provide flame-retardant properties without using halogenated compounds that could produce toxic gases if exposed to fire.
The cable construction includes elastomeric centre filler materials that serve multiple purposes in the overall cable design. These fillers maintain the cable's circular cross-section under mechanical stress, preventing deformation that could damage individual conductors or create stress concentrations in the insulation. The elastomeric properties ensure that the filler material remains flexible across the cable's operating temperature range, preventing internal stress that could lead to premature failure.
Polyester tape bedding provides additional protection and mechanical support for the cable core before the application of screening materials. This bedding layer helps maintain the cable's internal geometry and provides a smooth surface for the application of the collective screen. The polyester material offers excellent mechanical properties and chemical resistance while adding minimal weight and bulk to the overall cable construction.
The collective copper braid screen represents one of the most critical components of Type 2S cable construction. This screen consists of tinned, annealed copper wires woven into a flexible braid that surrounds all of the cable's conductors. The braid serves multiple functions essential for mining safety and performance. Electrically, the braid provides a continuous earth path that can safely carry fault currents and provides electromagnetic shielding for the enclosed conductors. Mechanically, the braid adds tensile strength and provides some protection against mechanical damage.
The copper braid is interwoven with polyester yarn to create a composite screen that combines the electrical properties of copper with the mechanical properties of synthetic fibres. The polyester yarn increases the tensile strength of the screen while maintaining flexibility and providing additional bulk that improves the screen's coverage of the underlying cable core. This composite construction ensures that the screen maintains electrical continuity even when subjected to mechanical stress that might break individual copper strands.
The outer sheath of Type 2S cables uses heavy-duty CPE (Chlorinated Polyethylene) compounds specifically formulated for mining applications. CPE provides excellent mechanical properties including abrasion resistance, cut-through resistance, and flexibility across a wide temperature range. The chlorinated structure provides flame-retardant properties while maintaining good electrical insulation characteristics.
CPE sheath compounds for mining cables are typically formulated to be halogen-free, meaning they do not release toxic halogen gases if exposed to fire. This characteristic is particularly important for underground mining applications where ventilation systems could circulate toxic gases throughout extensive underground workings, potentially affecting workers in areas far from the actual fire location.
The sheath thickness of approximately 1.8mm provides substantial protection against mechanical damage while maintaining reasonable flexibility for installation and use. This thickness represents an optimised balance between protection and practicality, providing adequate mechanical strength without making the cable so stiff that installation becomes difficult or so heavy that support requirements become excessive.
Electrical parameters for Type 2S cables reflect their intended applications in medium-voltage mining systems. The 1.1/1.1 kV voltage rating means the cable can safely operate with 1,100 volts between any conductor and earth, and 1,100 volts between any two conductors. This rating provides appropriate safety margins for typical mining electrical systems while avoiding the complexity and cost of higher voltage ratings that might not be necessary for most applications.
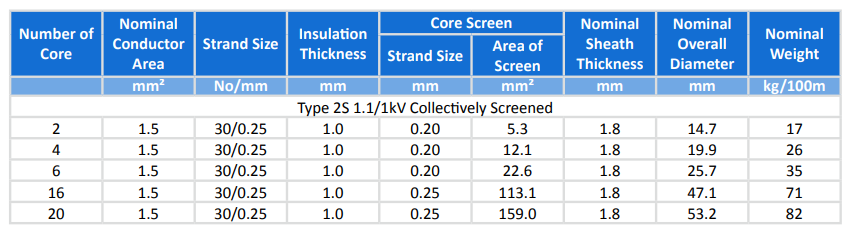
Available core configurations include 2, 4, 6, 16, and 20 core options, allowing system designers to select the appropriate configuration for specific applications. Smaller core counts (2, 4, 6) are typically used for motor circuits and basic power distribution, while larger core counts (16, 20) are used for control systems, lighting circuits, and applications requiring multiple spare conductors for future expansion or maintenance flexibility.
The standard conductor size of 1.5mm² provides adequate current-carrying capacity for most mining applications while maintaining reasonable cable size and weight. This conductor size can safely carry currents of approximately 20-25 amperes depending on installation conditions and temperature ratings, making it suitable for a wide range of mining equipment and systems.
Temperature ratings from -25°C to +60°C continuous operation ensure reliable performance across the range of conditions encountered in underground mining. The lower temperature limit addresses conditions that might be encountered in ventilation airstreams or seasonal temperature variations, while the upper temperature limit provides adequate margin for most underground conditions while recognising that some deep mining operations may encounter higher temperatures requiring special cable variants.
Addressing Mining Challenges: Frequently Asked Questions and Technical Solutions
Underground mining operations present unique technical challenges that require specialised solutions, and questions about cable performance and reliability are common concerns for mining engineers and maintenance personnel. Understanding these challenges and their solutions provides valuable insight into why Type 2S collectively screened cables are specifically designed for mining applications.
Question: Can these cables resist mechanical damage and water ingress that are common in underground mining?
The mechanical robustness of Type 2S cables addresses one of the most persistent challenges in underground mining electrical systems. The heavy-duty CPE sheath provides excellent resistance to abrasion, which is critical because mining cables often contact rough rock surfaces, may be dragged across floors during equipment repositioning, and can be subjected to impact from falling rocks or equipment contact. The 1.8mm sheath thickness represents substantial protection that can withstand the mechanical abuse typical of mining environments.
Crush resistance is another critical mechanical property for mining cables. Underground equipment can weigh hundreds of tonnes, and cables may occasionally be run over by mobile equipment or subjected to crushing forces from rock falls or equipment placement. The internal construction of Type 2S cables, including the elastomeric centre filler and the collective copper braid screen, provides structural support that helps the cable maintain its integrity even under significant crushing loads.
Water ingress protection addresses the persistent challenge of groundwater in underground mining operations. Most underground mines deal with continuous water seepage, high humidity levels, and occasional flooding events. The CPE sheath material provides excellent water resistance, effectively preventing water from penetrating the cable structure and reaching the electrical conductors. The material's chemical structure maintains this water resistance over long periods, even when subjected to continuous immersion.
Mining operations in Australia's Bowen Basin, including operations like Moranbah North, demonstrate the effectiveness of these water resistance properties. Coal seams in this region often contain significant water, and mining operations must deal with constant seepage and high humidity levels. Type 2S cables have proven their reliability in these wet conditions over many years of operation, with properly installed systems maintaining electrical integrity even during seasonal flooding events.
Question: What specific safety features address the risk of fire and explosive atmospheres in underground mining?
Fire and explosion prevention represents perhaps the most critical safety concern for underground mining electrical systems. The flame-retardant properties of Type 2S cables address multiple aspects of this challenge through both materials selection and construction design. The EPR insulation and CPE sheath materials are formulated to resist ignition and to self-extinguish if exposed to an external ignition source, preventing the cable itself from becoming a fire propagation path.
The halogen-free formulation of Type 2S cable materials is particularly important for underground mining safety. Traditional flame-retardant materials often rely on halogenated compounds that can release toxic gases including hydrogen chloride and hydrogen fluoride when exposed to fire. In underground mining environments where ventilation systems could circulate these toxic gases throughout extensive workings, the use of halogen-free materials significantly reduces the risk of toxic gas exposure for miners who might be located far from the actual fire location.
The collective copper braid screen provides critical electrical safety features that prevent the formation of ignition sources. In underground mining environments where explosive gases or coal dust may be present, any electrical fault that creates arcing or sparking could trigger a catastrophic explosion. The braid screen ensures that electrical faults are immediately conducted to ground through a low-resistance path, preventing the voltage levels necessary for dangerous arcing.
Ground fault detection systems rely on the collective screen to provide reliable fault detection. When an insulation failure occurs, current flows through the braid screen to ground, triggering protective devices that immediately disconnect power from the faulted circuit. This rapid fault detection and isolation prevents the development of dangerous electrical conditions that could create ignition sources.
Question: How do these cables prevent electrical malfunctions that could endanger mining operations?
Electrical malfunction prevention in Type 2S cables involves multiple layers of protection designed to address the various failure modes that could occur in mining environments. The collective braid screen provides the primary protection against insulation failures by ensuring that any fault current has a reliable path to ground, triggering protective devices before dangerous conditions can develop.
The electromagnetic shielding provided by the copper braid screen prevents interference between power cables and sensitive control circuits. Modern mining operations rely heavily on automated systems, data communication networks, and sophisticated control systems that use low-voltage signals susceptible to electromagnetic interference. Without proper shielding, high-current power circuits could induce voltages in nearby control circuits, causing equipment malfunctions, false alarms, or loss of critical control functions.
Core identification systems following AS 1979.5 standards ensure that maintenance personnel can reliably identify individual conductors within multi-core cables. Proper core identification prevents wiring errors during installation and maintenance that could create dangerous cross-connections between different electrical systems. Color-coding and numbering systems are designed to remain legible even after years of service in harsh underground conditions.
Insulation resistance monitoring provides ongoing assessment of cable condition, allowing maintenance personnel to identify developing problems before they result in complete failures. Type 2S cables are designed to maintain high insulation resistance over their service life, and regular testing can identify moisture ingress, insulation degradation, or mechanical damage before these conditions result in dangerous faults.
Question: What are the specific maintenance challenges for cables in underground mining operations?
Maintenance of underground electrical systems presents unique challenges related to access, working conditions, and the critical nature of mining operations. Underground maintenance work often requires complex logistics to transport personnel and equipment to work locations, and electrical system outages can shut down entire mining operations, creating significant economic pressure to minimise maintenance time.
Routine insulation resistance testing represents the primary predictive maintenance tool for underground cable systems. These tests can identify developing insulation problems, moisture ingress, and mechanical damage before complete failure occurs. However, performing these tests underground requires portable test equipment capable of operating reliably in harsh conditions, and test procedures must account for the presence of collective screens and multiple conductor configurations.
Braid integrity monitoring is particularly important for collectively screened cables because the braid serves as both electromagnetic shielding and the primary earth fault path. Mechanical damage, corrosion, or fatigue can reduce the effectiveness of the braid screen, compromising both electrical safety and system performance. Visual inspection during routine maintenance can identify obvious braid damage, but comprehensive testing may require specialised equipment to verify continuity and resistance of the screen system.
Deep mining operations like Olympic Dam and Gwalia present additional maintenance challenges due to extreme depths, elevated temperatures, and complex access requirements. At depths exceeding 1,000 metres, the logistics of transporting maintenance personnel and equipment become significantly more complex, and any maintenance work must be carefully planned to minimise disruption to ongoing mining operations. The reliability advantages of Type 2S cables become even more important in these applications because maintenance access is difficult and expensive.
Sheath damage monitoring requires regular inspection for cuts, abrasion, or chemical attack that could compromise the cable's water resistance or mechanical protection. Underground conditions including sharp rocks, corrosive groundwater, and mechanical contact with mining equipment create ongoing risk of sheath damage. Early detection and repair of minor sheath damage can prevent more serious problems including water ingress and conductor corrosion.
Question: How do these cables perform in extreme temperature conditions and ultra-deep mining operations?
Temperature performance of Type 2S cables addresses the wide range of thermal conditions encountered in underground mining operations. The continuous temperature rating of +60°C provides adequate margin for most underground mining applications, but deep operations can present more challenging thermal conditions that may approach or exceed this rating.
Deep gold mining operations like Gwalia, operating at depths approaching 1,600 metres, encounter geothermal heating that can create rock temperatures significantly higher than surface conditions. At these depths, the temperature rating of electrical cables becomes a critical design consideration, and operations may require special cable variants with enhanced temperature ratings or additional thermal protection.
The lower temperature limit of -25°C addresses seasonal variations and ventilation effects that can create cold conditions underground. Ventilation systems designed to cool deep workings can create significant temperature variations throughout underground operations, and cables must maintain flexibility and electrical performance across this entire range.
Heat dissipation in cable installations becomes more critical in high-temperature environments. The thermal properties of Type 2S cable construction, including the conductors, insulation, and sheath materials, are designed to operate reliably at elevated temperatures while providing adequate thermal conductivity to dissipate heat generated by electrical current flow.
For ultra-deep or high-temperature applications, special cable variants may be required with enhanced temperature ratings, modified insulation materials, or additional thermal protection. These applications require careful engineering analysis to ensure that cable performance matches the specific thermal conditions of each installation.
Question: What installation considerations are critical for reliable performance in underground mining?
Installation practices significantly influence the long-term reliability and safety of underground cable systems. The flexible construction of Type 2S cables provides advantages for installation in the confined spaces and complex routing typical of underground mining, but proper installation techniques are essential to ensure reliable performance.
Bend radius limitations must be carefully observed during installation to prevent damage to conductors, insulation, or screening systems. The stranded conductor construction and flexible insulation materials allow reasonable bending during installation, but excessive bending can create stress concentrations that lead to premature failure. Installation specifications typically require minimum bend radii of 8-12 times the cable diameter, depending on installation conditions.
Stress relief fittings are particularly important at terminations and connection points where cables connect to mining equipment. The vibration and movement typical of mining equipment can create ongoing mechanical stress at cable terminations, and proper stress relief prevents this stress from being transmitted to electrical connections or cable internals.
Cable support systems must account for the weight of long cable runs and provide adequate support to prevent excessive tensile stress on the cable construction. The collective screen construction provides some additional tensile strength, but cable support systems must be designed to prevent the cable from carrying its own weight over long unsupported spans.
Protection against mechanical damage during installation and operation requires careful route selection and the use of appropriate protective systems where cables must cross areas of high mechanical risk. This includes protection from falling rocks, contact with mobile equipment, and routing through areas where blasting operations might create flying debris.
Longwall mining systems present particular installation challenges because cables must be repeatedly repositioned as the mining equipment advances. Cable handling systems for longwall operations require special consideration of coiling and uncoiling stresses, and cable construction must withstand repeated flexing without degradation of electrical or mechanical properties.
Conclusion: Engineering Excellence for Australia's Underground Mining Future
Type 2S 1.1/1.1 kV collectively screened mining cables represent a sophisticated engineering solution specifically developed to address the unique challenges of Australia's underground mining industry. These cables embody decades of experience in mining electrical systems, incorporating advanced materials science, rigorous safety standards, and practical engineering solutions that ensure reliable performance in some of the world's most challenging industrial environments.
The comprehensive compliance with Australian and New Zealand standards including AS/NZS 1972:2006, AS/NZS 1125, and AS/NZS 3808 ensures that these cables meet the highest requirements for safety, performance, and reliability. This regulatory compliance provides confidence for mining operators that their electrical systems will perform reliably while protecting workers and equipment from the inherent hazards of underground mining operations.
The technical construction of Type 2S cables demonstrates how careful attention to materials selection, manufacturing processes, and design details can create products that excel in demanding applications. From the tinned, stranded copper conductors that provide reliable electrical performance to the heavy-duty CPE sheath that protects against mechanical and environmental hazards, every aspect of cable construction addresses specific challenges encountered in underground mining.
The collective screening system represents perhaps the most critical safety feature of these cables, providing both electromagnetic protection for sensitive control systems and reliable earth fault protection that prevents the development of dangerous electrical conditions. This dual function demonstrates how thoughtful engineering design can address multiple technical requirements with a single system component.
Australia's major underground mining operations, from the polymetallic complexity of Olympic Dam to the deep gold workings of Gwalia, provide real-world validation of Type 2S cable performance. These operations demonstrate that properly designed and installed cable systems can provide decades of reliable service even under the extreme conditions of deep underground mining.
The versatility of Type 2S cables in addressing diverse applications from high-power equipment circuits to sensitive control systems illustrates the value of standardised solutions that can meet multiple technical requirements. This versatility simplifies system design, reduces inventory requirements, and provides operational flexibility that is particularly valuable in the dynamic environment of underground mining.
Looking toward the future, ongoing research and development in mining cable technology continues to address emerging challenges in the mining industry. Deeper mining operations, higher operating temperatures, more sophisticated automation systems, and evolving safety requirements create ongoing demands for improved cable technology. Future developments may include enhanced temperature resistance for ultra-deep operations, improved mechanical shielding for harsh environments, and lighter, more flexible designs that reduce installation costs while maintaining performance.
The integration of advanced monitoring systems and smart cable technologies may provide new capabilities for predictive maintenance and system optimisation. These developments could include embedded sensors for temperature and mechanical stress monitoring, advanced insulation materials with self-healing properties, and communication capabilities that enable real-time assessment of cable condition and performance.
Environmental considerations continue to drive developments in cable materials and construction techniques. The current emphasis on halogen-free, environmentally friendly materials reflects growing awareness of environmental and health impacts of industrial materials. Future developments may include biodegradable components, recyclable materials, and manufacturing processes with reduced environmental impact.
The economic importance of reliable electrical systems in underground mining cannot be overstated. Modern mining operations represent investments of billions of dollars, and electrical system failures can result in production losses, safety incidents, and environmental impacts that far exceed the cost of the electrical systems themselves. Type 2S collectively screened cables provide the reliability and safety performance that modern mining operations require, representing an essential component of Australia's mining infrastructure.
As Australia's mining industry continues to evolve with deeper operations, more sophisticated automation, and increasing emphasis on worker safety and environmental protection, the role of specialised electrical systems becomes even more critical. Type 2S collectively screened mining cables will continue to play an essential role in enabling safe, efficient, and reliable underground mining operations that contribute to Australia's economic prosperity while meeting the highest standards for worker safety and environmental responsibility.
The success of Type 2S cables in Australia's underground mining industry demonstrates the value of engineering solutions specifically designed for challenging industrial applications. These cables represent more than just electrical components; they embody the engineering expertise, safety commitment, and technical innovation that characterise Australia's world-leading mining industry. As mining operations continue to push the boundaries of depth, complexity, and technical sophistication, Type 2S collectively screened cables will continue to provide the reliable electrical infrastructure that makes these operations possible.
