
Type 409 1.1 kV–22 kV Mining Cable on Shuttle Cars & Boggers Underground
Comprehensive guide to Type 409 1.1kV-22kV mining cables for shuttle cars, boggers, and scoop loaders in underground operations. Covers electrical parameters, installation standards, and real-world applications.
6/16/202519 min read
Type 409 1.1 kV–22 kV Mining Cable on Shuttle Cars & Boggers Underground
Introduction
Deep beneath the surface of Australia's vast mining landscape, a complex network of mobile machinery operates around the clock to extract the nation's mineral wealth. At the heart of this underground industrial ballet lies a critical yet often overlooked component: the trailing cable system that powers these massive machines. The Type 409 cable series, designed for voltages ranging from 1.1 kilovolts to 22 kilovolts, represents the lifeline that keeps shuttle cars, boggers, and scoop loaders operating safely and efficiently in some of the world's most challenging environments.
Understanding the intricate relationship between these specialised cables and the machinery they power requires a deep dive into both electrical engineering principles and the practical realities of underground mining operations. The Type 409 series stands as a testament to Australian engineering excellence, designed specifically to meet the demanding requirements of AS/NZS standards while withstanding the punishing conditions found in underground mines across the continent.
The importance of reliable trailing cable systems cannot be overstated in underground operations. When a shuttle car loses power midway through transporting ore from the working face to the conveyor system, or when a bogger's cable fails during a critical loading cycle, the entire production chain can grind to a halt. This translates not only to immediate financial losses but also potential safety hazards for the crew working in confined underground spaces. The Type 409 cable series addresses these challenges through sophisticated engineering that balances flexibility, durability, and electrical performance.
Underground Mining Machinery Overview
To truly appreciate the role of Type 409 cables, we must first understand the machinery they serve. The underground mining environment presents unique challenges that surface operations never encounter. Limited space, abrasive conditions, moisture, and the constant need for mobility create a perfect storm of demands that mining equipment must endure.
The shuttle car, often simply called a "shuttle" by underground crews, represents one of the most critical pieces of mobile equipment in room-and-pillar mining operations. These electric vehicles, typically measuring between 15 to 25 metres in length, serve as the primary means of transporting ore and waste material from the working face to the main conveyor systems or loading points. The shuttle car's operation follows a predictable yet demanding cycle: it travels empty to the face, receives a load from the continuous miner or loading equipment, then returns to discharge its cargo before repeating the process.
What makes shuttle cars particularly challenging for cable systems is their dual nature of operation. During the loading phase, they remain relatively stationary while their conveyor systems operate at high power levels. However, the transport phase requires rapid acceleration and deceleration, often over uneven mine floors, creating dynamic stress patterns that trailing cables must accommodate. The cable must flex and bend continuously while maintaining electrical integrity, all while being dragged across potentially abrasive surfaces.
Boggers and scoop loaders, terms used somewhat interchangeably in Australian mining vernacular, represent another class of critical underground equipment. These machines follow what mining engineers call the load-haul-dump cycle, though underground crews often refer to it more simply as "muck and truck." A typical bogger operates in confined spaces, manoeuvring through development headings and stopes to gather loose material and transport it to designated dumping points.
The work environment for boggers presents unique challenges for cable systems. These machines often operate in areas with limited ventilation, higher temperatures, and increased moisture levels. The constant starting and stopping, combined with the need to navigate tight corners and varying gradients, creates a demanding operational profile that tests every component of the trailing cable system. Additionally, boggers frequently work in areas where roof conditions may be less stable, requiring cable routing that accounts for potential rockfall or ground movement.


Electrical Characteristics of Type 409 Cable
The electrical design of Type 409 cables reflects decades of evolution in mining cable technology, incorporating lessons learned from countless underground applications. The voltage ratings spanning from 1.1 kilovolts to 22 kilovolts accommodate the full spectrum of underground mobile equipment, from smaller utility machines to large-scale production equipment that requires substantial power delivery.
The conductor design utilises tinned annealed copper in flexible stranded configurations, a choice that reflects the unique demands of mobile mining applications. Unlike stationary installations where conductor flexibility is less critical, trailing cables must maintain electrical continuity while experiencing continuous flexing, twisting, and tension. The tinning process provides enhanced corrosion resistance, particularly important in underground environments where moisture and chemical exposure are constant concerns.
The stranding pattern varies according to conductor size, with smaller cables utilising finer strand configurations to maximise flexibility. For instance, the 6mm² conductors employ 84 strands of 0.30mm wire, while larger 300mm² conductors use 854 strands of 0.67mm wire. This progression ensures that flexibility remains optimised across the entire size range, allowing each cable variant to serve its intended application effectively.
The insulation system represents one of the most sophisticated aspects of Type 409 cable design. Ethylene Propylene Rubber (EPR) serves as the primary insulation material, chosen for its excellent electrical properties and mechanical durability. EPR maintains its insulating characteristics across a wide temperature range and resists the degradation that can occur from repeated flexing and mechanical stress. For cables rated at 3.3 kilovolts and above, semiconductive conductor screens are incorporated to manage electrical stress distribution, ensuring reliable operation at higher voltages.
The screening system extends beyond simple insulation protection to include semiconductive elastomer insulation screens that work in conjunction with the conductor screens to create a controlled electrical environment. This dual-screen approach prevents the formation of electrical stress concentrations that could lead to insulation breakdown, particularly important in the challenging environment of underground mining where cables may be exposed to moisture, dirt, and mechanical damage.
The composite screen represents a unique feature of Type 409 cables, combining tinned annealed copper braiding with polyester yarn in an interwoven pattern. This design serves multiple functions: the copper braiding provides electrical screening and fault current protection, while the polyester yarn contributes to mechanical strength and abrasion resistance. This composite approach allows the cable to maintain electrical performance while withstanding the mechanical stresses associated with continuous dragging and flexing.
Standards and Compliance Framework
The regulatory framework governing Type 409 cables reflects Australia's commitment to mining safety and operational reliability. The primary standard, AS/NZS 2802:2000, specifically addresses reeling and trailing cables for mining applications, establishing comprehensive requirements for design, construction, and testing. This standard recognises the unique challenges of mining environments and sets performance criteria that exceed those required for general industrial applications.
Complementing AS/NZS 2802 are additional standards that address specific aspects of cable performance and application. AS/NZS 1125 provides guidance for high-voltage installations, ensuring that cables operating at elevated voltages meet appropriate safety and performance criteria. AS/NZS 3808 addresses earthing and bonding requirements, critical considerations in underground environments where proper electrical grounding can mean the difference between safe operation and catastrophic failure.
The distinction between trailing and reeling cables, while seemingly academic, has profound practical implications for Type 409 applications. Trailing cables, as their name suggests, are designed to be dragged behind mobile equipment, experiencing continuous mechanical stress as they flex and bend with equipment movement. This differs significantly from reeling cables, which are stored on drums and extended only as needed. The Type 409 series is specifically optimised for trailing applications, with construction details that prioritise flexibility and abrasion resistance over the different requirements of reeled applications.
Testing and certification requirements for mining cables extend far beyond basic electrical performance verification. Cables must demonstrate their ability to withstand repeated flexing cycles, resist flame propagation, maintain insulation integrity under mechanical stress, and continue operating reliably in the presence of moisture and contamination. These tests simulate the actual conditions that cables will experience in underground mining operations, providing confidence that certified cables will perform reliably in service.
Mechanical and Structural Analysis of Cable Construction
The cross-sectional architecture of Type 409 cables represents a masterclass in engineering compromise, balancing competing requirements for electrical performance, mechanical durability, and operational flexibility. Understanding this construction helps explain why these cables can survive in environments that would quickly destroy conventional industrial cables.
Starting from the innermost layer, the flexible stranded conductors form the electrical heart of the cable. The specific stranding patterns are carefully calculated to provide optimal current-carrying capacity while maintaining the flexibility necessary for continuous movement. The choice of tinned copper provides the corrosion resistance essential for long-term reliability in underground environments where moisture and chemical exposure are inevitable.
Surrounding the conductors, the semiconductive screens create a controlled electrical environment that prevents the formation of stress concentrations. These screens are not merely protective layers but active participants in the cable's electrical performance, ensuring uniform electric field distribution that prevents premature insulation failure. The semiconductive materials are carefully formulated to maintain their properties across the temperature ranges and mechanical stresses encountered in mining applications.
The EPR insulation layer represents the primary barrier between the energised conductors and the surrounding environment. EPR was chosen not only for its excellent electrical properties but also for its mechanical characteristics. Unlike some insulation materials that become brittle with age or temperature cycling, EPR maintains its flexibility and toughness throughout the cable's operational life. This characteristic is particularly important in mining applications where cables may experience thousands of flex cycles during their service life.
The composite screen assembly deserves particular attention as it represents one of the most innovative aspects of Type 409 design. The interwoven copper braid and polyester yarn create a structure that is greater than the sum of its parts. The copper provides electrical continuity for fault current protection and electromagnetic shielding, while the polyester yarn contributes tensile strength and abrasion resistance. This combination allows the cable to withstand the dragging forces encountered in mining applications while maintaining electrical integrity.
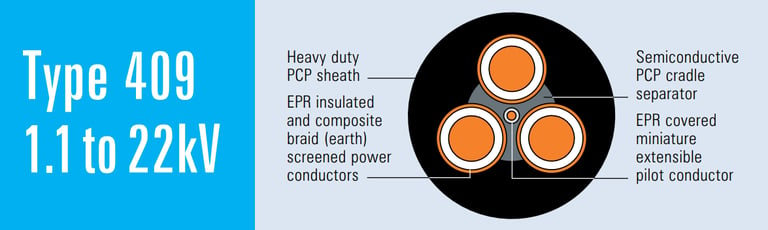
The central extensible pilot conductor adds another layer of functionality to the cable design. This additional conductor enables remote control and monitoring functions, allowing operators to maintain communication with mobile equipment even when operating in areas where radio communication may be unreliable. The pilot conductor is constructed with the same attention to flexibility and durability as the main power conductors, ensuring reliable signal transmission throughout the cable's service life.
The cradle separator, constructed from semiconductive PCP (Polychloroprene), serves both mechanical and electrical functions. Mechanically, it maintains proper spacing between cable elements, preventing them from binding or interfering with each other during flexing. Electrically, it contributes to the overall screening effectiveness of the cable, helping to maintain uniform electric field distribution.
The outer sheath represents the cable's primary defence against the harsh underground environment. The standard heavy-duty PCP sheath is formulated to resist oil, moisture, and abrasion while maintaining flexibility across the temperature ranges encountered in mining operations. For particularly demanding applications, alternative sheath materials such as CPE (Chlorinated Polyethylene) or CSP (Chlorosulfonated Polyethylene) can be specified to provide enhanced chemical resistance or improved flame retardancy.

Installation and Operational Guidelines
Proper installation of Type 409 cables requires understanding both the theoretical principles of cable management and the practical realities of underground mining operations. The installation process begins long before the cable is physically connected to equipment, starting with route planning that considers the operational patterns of the machinery being served.
When routing cables along shuttle car trailing arms, installers must account for the full range of motion that the equipment will experience during operation. This includes not only the obvious horizontal movement as the shuttle travels between loading and dumping points but also the vertical motion that occurs as the machine traverses uneven mine floors. The cable routing must provide sufficient service loops to accommodate this motion without creating excessive tension or tight bend radii that could damage the cable structure.
Bend radius considerations are particularly critical in Type 409 installations. While these cables are designed for flexibility, they are not infinitely bendable, and exceeding minimum bend radius specifications can lead to conductor damage, insulation stress, and premature failure. The minimum bend radius varies with cable size and construction, but as a general rule, trailing cables should not be bent to radii less than eight times their overall diameter during installation or ten times their diameter during normal operation.
Pulling tension limits must be carefully observed during installation to prevent damage to the cable's internal structure. Excessive pulling forces can stretch or deform conductors, compromise insulation integrity, or damage screening elements. Professional installation requires the use of proper cable pulling equipment with tension monitoring capabilities, ensuring that forces remain within manufacturer specifications throughout the installation process.
Support roller systems play a crucial role in extending cable life by minimising the mechanical stress experienced during operation. These systems must be designed to accommodate the specific operational patterns of the equipment being served. For shuttle cars, this typically involves a series of guide rollers that support the cable along its entire length, preventing it from dragging directly on the mine floor. The rollers themselves must be constructed from materials that will not damage the cable sheath while providing smooth operation under loaded conditions.
Cable head connections represent critical points in the overall system, as these terminations must maintain electrical integrity while accommodating the mechanical stresses of mobile operation. Proper termination requires specialised connector systems designed specifically for mining applications, incorporating features such as strain relief, environmental sealing, and robust mechanical construction. The connection process must follow manufacturer specifications precisely, as improper termination is one of the leading causes of cable system failures.
Dead-man switches and other safety systems add additional complexity to cable installations but are essential for safe operation. These systems must be integrated with the trailing cable system in a way that ensures reliable operation while not compromising the cable's mechanical or electrical performance. This typically involves additional conductors within the cable assembly or separate control cables that must be routed and protected alongside the main power cable.
Daily inspection procedures represent the front line of preventive maintenance for trailing cable systems. Operators should be trained to recognise signs of cable distress, including sheath cuts, excessive heating, unusual flexibility or stiffness, and any signs of conductor exposure. These inspections should focus particularly on areas where the cable experiences the greatest mechanical stress, such as connection points, sharp bends, and areas where the cable may contact mine structures or equipment.
Mining Terminology and Real-world Applications
The language of underground mining reflects decades of operational evolution, with terms and expressions that capture both the technical aspects of the work and the cultural identity of mining communities. Understanding this terminology provides insight into how Type 409 cables are actually used in practice, beyond the technical specifications and installation guidelines.
When underground crews refer to the "shuttle," they're typically discussing not just the machine itself but the entire operational cycle it represents. A shuttle car operator might say, "We're running three shuttles on the face today," referring to the coordinated operation of multiple machines to maintain continuous ore flow. This operational context is crucial for understanding cable requirements, as each shuttle must have sufficient cable length to reach all operational positions while maintaining safe clearances from other equipment and mine structures.
The term "bogger" has interesting etymological roots in Australian mining, originally referring to the bog-like conditions that early underground loaders had to work in. Today, when a crew talks about "running the bogger," they're referring to the complete load-haul-dump cycle that defines this equipment's operation. This cycle creates specific stress patterns on trailing cables, with high power demand during loading, dynamic stress during hauling, and varying electrical loads during dumping operations.
"Scoop" and "scoop loader" are terms often used interchangeably with bogger, though some operators make subtle distinctions based on machine size or specific applications. In practical conversation, you might hear, "The scoop's cable is giving us grief," referring to any of the various issues that can affect trailing cable performance. This casual terminology masks the serious operational and safety implications of cable problems in underground environments.
The phrase "decking the bogger" refers to parking the machine in a safe location, typically at the end of a shift or during maintenance periods. This seemingly simple operation has important implications for cable management, as improper parking can result in cable damage from other traffic or create hazardous conditions for personnel working in the area. Proper decking procedures include ensuring that trailing cables are positioned to avoid damage and that cable connections remain accessible for inspection and maintenance.
"Feeding by shuttle" describes the process of using shuttle cars to supply ore to conveyor systems or other transport infrastructure. This operation requires careful coordination between shuttle operators and conveyor personnel, with cable management being a critical consideration. The cable routing must allow shuttles to approach dumping points safely while ensuring that cables don't interfere with conveyor operation or create hazards for personnel working in the area.
Real-world applications of Type 409 cables vary significantly between different mining operations, reflecting the diversity of Australian underground mining conditions. At the Cannington silver-lead-zinc mine in Queensland, for example, shuttle cars equipped with Type 409 cables operate in high-temperature conditions that test the thermal performance of cable materials. Operators at this site have developed specific procedures for cable inspection and maintenance that account for the accelerated aging effects of elevated temperatures.
In contrast, coal mining operations in the Hunter Valley present different challenges, with higher levels of coal dust and moisture that can affect cable performance in unique ways. Crews at these operations have learned to pay particular attention to cable head sealing and to adjust inspection frequencies based on local environmental conditions. The practical knowledge developed at sites like these feeds back into cable design and standard development, ensuring that products like the Type 409 continue to evolve to meet real-world demands.
Underground crews often develop their own informal terminology for cable-related issues. A cable that's "playing up" might be experiencing intermittent electrical problems, while one that's "had it" is clearly beyond economic repair. These colloquial expressions, while informal, often capture nuanced aspects of cable behaviour that formal technical language might miss. Experienced operators can often diagnose cable problems based on subtle changes in machine behaviour, drawing on years of practical experience to identify issues before they become critical failures.
Common Problems and Comprehensive FAQ
The harsh realities of underground mining operations generate a predictable set of challenges for trailing cable systems. Understanding these common problems and their solutions is essential for maintaining reliable operations while maximising cable service life.
Cable overheating during extended operations represents one of the most frequently encountered issues in mining applications. When operators notice that cable sections are running hot to the touch, several factors could be at play. The most common cause is operating the cable at current levels that exceed its rated capacity, often resulting from increased machine loading or extended duty cycles. The solution typically involves verifying the actual current draw against cable specifications and considering upsizing to a larger conductor if necessary. However, overheating can also result from insulation degradation that increases resistance, or from poor connections that create high-resistance points in the circuit. A systematic approach to diagnosis involves thermal imaging of the cable length, current measurement, and insulation resistance testing to identify the root cause.
Abrasion and sheath wear inevitably occur in trailing cable applications, but excessive wear indicates problems with installation or operation that need addressing. When cables show premature sheath damage, the first step is examining the cable routing to identify contact points with mine structures, equipment, or floor irregularities. Solutions often involve re-routing cables to avoid problem areas, installing protective guards or rollers at critical points, or modifying operational procedures to reduce mechanical stress. In some cases, the cable may be correctly installed and operated, but local conditions such as particularly abrasive rock formations or acidic water may accelerate normal wear patterns. These situations may require more frequent cable replacement or selection of alternative sheath materials with enhanced abrasion resistance.
Pilot core failure resulting in loss of control signals creates immediate safety concerns, as operators lose the ability to communicate with or control remote equipment functions. The pilot conductor, being smaller and more delicate than the main power conductors, is often the first component to fail under mechanical stress. Diagnosis begins with continuity testing of the pilot circuit, followed by examination of cable heads and terminations where pilot conductors are most vulnerable. If the failure is localised to a termination, replacement of the cable head assembly may restore function. However, if the pilot conductor has failed along the cable length, complete cable replacement is typically necessary, as field splicing of pilot conductors in mining environments is generally not practical or reliable.
Screening failures leading to partial grounding issues can create dangerous conditions and equipment malfunctions. These problems often manifest as equipment that operates erratically, experiences frequent protective relay operations, or shows abnormal current patterns. Diagnosis requires specialised testing equipment such as Time Domain Reflectometry (TDR) to locate breaks or damage in screening elements. The screening system also depends on proper bonding to earth at equipment locations, and connection problems at these points can create symptoms similar to screen failures. Resolution may involve cable replacement if screen damage is extensive, or re-establishing proper earth connections if the problem is localised to termination points.
Difficult termination procedures for high-voltage applications challenge even experienced technicians, particularly when working with 22-kilovolt shuttle car installations in confined underground spaces. These terminations require certified termination kits specifically designed for mining applications, with careful attention to clearances and cable bend radii. The confined space and potentially explosive atmosphere of underground mines add complexity to what is already a technically demanding procedure. Success requires proper planning, appropriate tools and materials, and technicians with specific training in high-voltage mining terminations. Rushed or improper terminations are a leading cause of cable system failures and can create serious safety hazards.
Tracking in moist underground conditions occurs when conductive paths form across insulator surfaces, allowing current to flow where it shouldn't. This phenomenon is particularly problematic in underground environments where high humidity, condensation, and mineral-laden water create ideal conditions for tracking. Prevention begins with maintaining outer sheath integrity to prevent moisture ingress, but also involves proper application of tracking-resistant materials at termination points. When tracking occurs, affected areas must be thoroughly cleaned and dried, damaged materials replaced, and protective coatings reapplied. In some cases, improved drainage or ventilation may be necessary to address the underlying environmental conditions that promote tracking.
Connector and cable head problems account for a significant percentage of trailing cable system failures. These critical components must maintain electrical integrity while accommodating mechanical stress, environmental exposure, and frequent handling. Common issues include loose connections that create high resistance and heating, seal failures that allow moisture ingress, and mechanical damage from impact or excessive bending. Regular inspection and maintenance of these components is essential, with particular attention to connection tightness, seal condition, and strain relief effectiveness. Many operations find that establishing scheduled replacement intervals for cable heads, rather than waiting for failure, reduces unplanned downtime and improves overall system reliability.
Cable length and weight management becomes increasingly challenging as cable sizes increase for high-power applications. Large Type 409 cables can weigh over 18 kilograms per meter, creating significant handling challenges and requiring robust support systems. Operators must consider not only the electrical requirements but also the practical aspects of cable deployment, including the lifting capacity of handling equipment and the structural requirements of support systems. In some cases, splitting power delivery between multiple smaller cables may be preferable to using a single large cable, despite the increased complexity of installation and termination.
Environmental degradation from chemical exposure can accelerate cable aging in mines where specific chemical conditions exist. Acidic mine water, salt deposits, hydrocarbon contamination, and industrial chemicals used in processing can all affect cable materials in ways that may not be immediately apparent. Long-term exposure can lead to sheath degradation, corrosion of metallic components, and changes in electrical properties. Addressing these issues requires understanding the specific chemical environment of each application and selecting cable materials accordingly. In some cases, additional protective measures such as conduits or protective coatings may be necessary to ensure adequate service life.
Best Practices and Operational Excellence
Achieving optimal performance from Type 409 cable systems requires a systematic approach that encompasses selection, installation, operation, and maintenance. The foundation of success lies in proper cable selection that matches not only the electrical requirements of the application but also the mechanical and environmental demands of the specific mining operation.
The selection process should begin with a thorough analysis of the operational profile of the equipment being served. This includes understanding duty cycles, loading patterns, environmental conditions, and future expansion plans. A shuttle car that operates continuously with high loading will have different cable requirements than one used intermittently for maintenance activities. Similarly, a bogger working in wet conditions requires different consideration than one operating in dry development headings.
Installation excellence demands attention to details that may seem minor but have significant long-term implications. Cable routing that appears adequate during initial installation may prove problematic as operational patterns evolve or as mining progresses into areas with different ground conditions. Successful installations anticipate these changes and incorporate flexibility to accommodate operational evolution. This might involve installing additional support points that can be activated as needed, or routing cables with sufficient service loops to accommodate equipment modifications.
Operational procedures should be developed with cable preservation as a specific objective, not merely as an afterthought. Equipment operators should be trained to understand how their operational techniques affect cable life, and procedures should be developed that balance productivity requirements with equipment preservation. This might involve specific protocols for equipment positioning during loading operations, standardised procedures for cable handling during maintenance activities, or established routes that minimise cable stress during equipment movement.
Maintenance programs for trailing cable systems should be predictive rather than reactive, utilising both scheduled inspections and condition monitoring techniques to identify potential problems before they result in failures. Thermal imaging can identify developing hot spots that indicate connection problems or insulation degradation. Insulation resistance testing can track the gradual deterioration that precedes catastrophic failures. Time domain reflectometry can locate developing faults that may not yet affect operation but indicate the need for attention.
Documentation and record keeping provide the foundation for continuous improvement in cable system performance. Detailed records of cable installation dates, operational conditions, maintenance activities, and failure modes enable analysis of patterns that can guide future decisions. This information becomes particularly valuable when evaluating different cable suppliers, installation techniques, or operational procedures.
Training programs for personnel involved with trailing cable systems should address both technical and safety aspects of cable handling. Equipment operators need to understand how their actions affect cable life, while maintenance personnel require technical knowledge of cable construction, testing procedures, and repair techniques. Safety training must emphasise the unique hazards associated with high-voltage cable systems in underground environments, including procedures for emergency response and safe isolation techniques.
The economic optimisation of cable systems requires balancing initial capital costs against long-term operational expenses. While higher-quality cables may have greater upfront costs, their superior reliability and longer service life often result in lower total cost of ownership. This analysis should consider not only cable replacement costs but also the operational impact of cable failures, including lost production, emergency repair costs, and potential safety incidents.
Conclusion and Future Perspectives
The Type 409 cable series represents more than just an electrical component; it embodies the sophisticated engineering solutions required to support Australia's underground mining industry. These cables serve as the vital arteries that deliver power to the mobile equipment that forms the backbone of underground mineral extraction, operating reliably in conditions that would challenge any engineered system.
The success of Type 409 cables in Australian mining applications demonstrates the value of application-specific design that addresses real-world operational requirements rather than theoretical ideals. The cable's construction reflects deep understanding of the mechanical stresses, electrical demands, and environmental challenges that characterise underground mining operations. From the flexible conductor stranding that accommodates continuous movement to the sophisticated screening systems that ensure electrical integrity, every aspect of the cable's design serves a specific purpose in the demanding mining environment.
Looking toward the future, several trends are likely to influence the evolution of mining cable technology. The increasing adoption of automation and remote operation in mining will place new demands on cable systems, potentially requiring enhanced data transmission capabilities alongside traditional power delivery functions. The push toward more sustainable mining practices may drive development of cable materials with improved recyclability or reduced environmental impact during manufacturing.
As mining operations extend deeper underground and into more challenging geological conditions, cable systems will need to accommodate higher temperatures, increased chemical exposure, and greater mechanical stresses. The Type 409 series provides a solid foundation for these developments, with its proven construction concepts adaptable to evolving requirements.
The importance of proper installation, operation, and maintenance cannot be overstated in achieving optimal performance from any cable system. The most sophisticated cable design cannot overcome poor installation practices or inadequate maintenance programs. Success requires a holistic approach that considers the cable system as an integral part of the overall mining operation, deserving the same attention to excellence that characterises other critical mining infrastructure.
For mining operations considering cable system upgrades or expansions, the Type 409 series offers proven reliability backed by comprehensive Australian standards compliance and extensive field experience. However, the ultimate success of any installation depends on careful attention to application-specific requirements, proper installation practices, and ongoing commitment to maintenance excellence.
The underground mining industry continues to evolve, driven by technological advancement, economic pressures, and changing safety requirements. Through this evolution, the fundamental need for reliable power delivery to mobile equipment remains constant. The Type 409 cable series, with its combination of electrical performance, mechanical durability, and operational flexibility, stands ready to meet these ongoing challenges while supporting the continued success of Australia's vital mining industry.
In the end, the measure of any mining cable system lies not in its technical specifications or compliance certifications, but in its ability to keep the machines running safely and reliably, day after day, in the challenging environment far below ground. By this measure, the Type 409 series has proven itself as an essential component of modern underground mining operations, deserving of the careful consideration and professional application that ensures optimal performance throughout its service life.

