
Type 412 1.1/1.1kV Mining Cable: Complete Guide for Continuous Miners and Longwall Shearers
Comprehensive guide to Type 412 1.1/1.1kV mining cables for continuous miners and longwall shearers in Australian mining operations. Includes electrical parameters, installation guidelines, construction details, and real-world applications.
6/12/202515 min read
Type 412 1.1/1.1kV Mining Cable: Complete Guide for Continuous Miners and Longwall Shearers
Understanding the Heavy-Duty Machinery: Cutters and Shearers in Australian Mining
Australian mining operations rely heavily on sophisticated machinery to extract coal efficiently and safely from underground seams. The backbone of modern underground coal mining consists of two primary types of cutting equipment: continuous miners and longwall shearers. These massive machines operate in challenging environments where reliable electrical power delivery becomes absolutely critical for maintaining production schedules and ensuring worker safety.
Continuous Miners: The Workhorses of Room-and-Pillar Mining
A continuous miner represents one of the most versatile pieces of equipment in underground coal extraction. Picture a machine roughly the size of a small house, weighing between 90 to 180 tonnes, equipped with a massive rotating cutting drum at its front end. This cutting drum, typically measuring around two feet in diameter and extending twelve feet in width, bristles with hundreds of tungsten carbide picks arranged in a precise spiral pattern.
The operational principle behind continuous miners involves remote-controlled cutting operations where the machine advances into the coal face, with its rotating drum tearing through the coal seam at remarkable speeds. Under optimal conditions, a well-maintained continuous miner can extract approximately fourteen tonnes of coal per minute, making it an incredibly productive piece of machinery. The room-and-pillar mining method employed by continuous miners creates a network of rooms connected by entries, leaving pillars of coal to support the mine roof.
What makes continuous miners particularly demanding from an electrical perspective is their need for constant power delivery during cutting operations. The cutting drum alone requires substantial electrical input to maintain torque against varying coal hardness, while additional power feeds the conveyor systems, hydraulic pumps, and control circuits that coordinate the machine's complex movements.
Longwall Shearers: Precision Engineering for Maximum Extraction
Longwall shearers represent the pinnacle of underground coal mining technology, designed for operations where maximum coal recovery from a seam becomes the primary objective. These machines operate along a longwall face that can extend anywhere from 150 to 400 metres in width, systematically cutting coal as they traverse back and forth across this face.
The distinctive feature of longwall shearers lies in their bidirectional cutting capability, achieved through cutting drums mounted at both ends of the machine. This design allows the shearer to cut coal regardless of its direction of travel along the longwall face, maximizing operational efficiency. As the shearer moves along the face, it cuts coal which immediately falls onto an armoured face conveyor (AFC) that transports the material away from the cutting area.
The electrical demands of longwall shearers prove even more complex than continuous miners due to their need for precise coordination between cutting operations, conveyor systems, and the hydraulic roof supports that advance behind the shearer. The machine must maintain consistent power delivery while negotiating variations in coal seam thickness, hardness, and geological conditions.
Both types of machinery operate in environments where traditional electrical infrastructure faces significant challenges. Underground mining conditions expose electrical systems to moisture, coal dust, mechanical stress from vibration, and the constant risk of physical damage from falling rock or equipment contact. These harsh operating conditions make the selection of appropriate electrical cables absolutely critical for maintaining reliable operations.


Electrical Parameters: Understanding Type 412 Cable Specifications
The Type 412 1.1/1.1kV mining cable represents a specialized solution engineered specifically to meet the demanding electrical requirements of underground mining equipment. Understanding the electrical parameters of this cable provides insight into why it performs reliably in harsh mining environments where standard industrial cables would quickly fail.
Voltage Rating and Classification
The designation "1.1/1.1kV" indicates the cable's voltage rating system, where both values represent the maximum voltage the cable can safely handle under different operating conditions. This Class 2 rating means the cable can operate continuously at 1100 volts while maintaining its insulation integrity and safety characteristics. The dual voltage notation reflects Australian electrical standards that specify both the conductor-to-conductor voltage and the conductor-to-earth voltage ratings.
For mining applications, this voltage rating provides adequate capacity for the high-power motors found in continuous miners and longwall shearers. Most mining equipment operates at voltages between 660V and 1000V, making the 1.1kV rating appropriate with sufficient safety margin for voltage transients and starting surges common in motor-driven machinery.
Conductor Configuration and Materials
The Type 412 cable employs a three-phase conductor arrangement using flexible stranded tinned copper conductors. The use of tinned copper rather than bare copper provides several advantages in mining environments. The tin coating protects the copper from corrosion caused by moisture and chemical exposure, extending the cable's service life significantly. The flexible stranding allows the cable to withstand the repeated flexing encountered in reeling applications on continuous miners and cable chain systems on longwall shearers.
Beyond the three main power conductors, the cable incorporates three interstitial earth conductors positioned between the main conductors. This earth conductor arrangement provides multiple paths for fault current, enhancing safety in underground environments where reliable earthing becomes critical for personnel protection. The interstitial positioning also provides mechanical support for the main conductors during flexing operations.
Insulation System Design
The insulation system utilizes Ethylene Propylene Rubber (EPR) for both the main conductors and earth conductors. EPR insulation offers several properties that make it ideal for mining applications. It maintains excellent electrical properties across a wide temperature range, typically rated for continuous operation at 90°C with higher short-term ratings for overload conditions.
EPR insulation also demonstrates superior resistance to ozone, ultraviolet light, and many chemicals encountered in mining environments. The material maintains its flexibility at low temperatures, important for mining operations that may encounter varying environmental conditions. The addition of semiconductive elastomer insulation screens on the main conductors provides uniform electric field distribution, reducing the risk of insulation breakdown under high voltage stress.
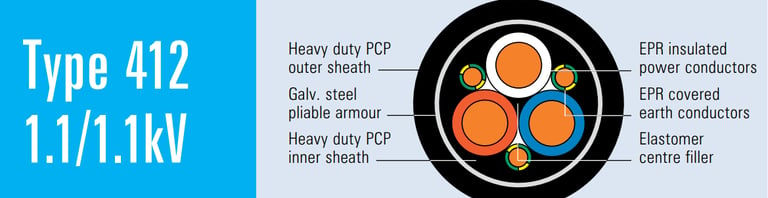
Sheath System and Environmental Protection
The cable employs a dual sheath system designed to provide comprehensive protection against environmental hazards. The inner sheath uses Polychloroprene (PCP), commonly known by the trade name Neoprene, which provides excellent resistance to oils, chemicals, and moderate heat exposure. This inner sheath creates the primary barrier against moisture ingress and chemical attack.
For applications requiring enhanced chemical resistance, the manufacturer offers Chlorinated Polyethylene/Chlorosulfonated Polyethylene (CPE/CSP) sheaths as alternatives. These materials provide superior resistance to acids, alkalis, and more aggressive chemical environments that might be encountered in specific mining operations.
The outer heavy-duty sheath provides additional mechanical protection and serves as a backup barrier against environmental exposure. The heavy-duty construction uses thicker wall sections and more robust material compounds to withstand the abrasion and impact common in mining applications.
Product Construction: Layer-by-Layer Analysis
Understanding the construction details of Type 412 cable reveals the engineering principles that enable its reliable performance in demanding mining applications. Each layer serves specific functions that contribute to the cable's overall performance characteristics.
Core Assembly and Conductor Arrangement
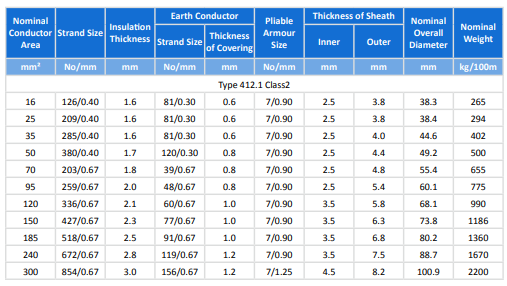
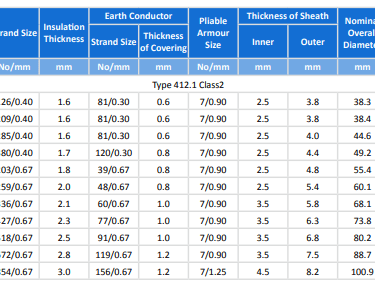
The construction begins with the three main power conductors, each consisting of multiple strands of tinned copper wire. The stranding configuration varies with conductor size, with smaller conductors using finer individual wires to maintain flexibility. For example, the 50mm² conductor uses 380 strands of 0.40mm diameter wire, providing excellent flexibility while maintaining the cross-sectional area needed for current carrying capacity.
Each main conductor receives individual EPR insulation applied to precise thickness tolerances. The insulation thickness increases with conductor size to maintain appropriate voltage stress levels. The 50mm² conductor, for instance, receives 1.7mm of EPR insulation, providing adequate dielectric strength for the 1.1kV rating while maintaining reasonable overall cable diameter.
The application of semiconductive insulation screens over the EPR insulation creates a smooth interface that eliminates air gaps and ensures uniform electric field distribution. These screens prevent corona discharge and reduce the risk of insulation degradation over time, particularly important in the high-stress environment of mining equipment.
Interstitial Earth Conductor Integration
The three interstitial earth conductors are positioned in the spaces between the main conductors, creating a symmetrical arrangement that provides mechanical stability and multiple earth paths. Each earth conductor consists of flexible stranded tinned copper with its own EPR covering. The earth conductor sizing is carefully calculated to handle fault currents while maintaining the cable's flexibility requirements.
The positioning of earth conductors between main conductors serves multiple purposes beyond electrical safety. The earth conductors act as fillers that maintain the cable's circular cross-section during bending, preventing the main conductors from moving excessively and potentially damaging their insulation. This mechanical support becomes particularly important in reeling applications where the cable experiences repeated coiling and uncoiling cycles.
Central Filler and Cable Geometry
An elastomer central filler occupies the core of the cable assembly, providing structural integrity and maintaining the circular geometry under mechanical stress. The filler material is selected for compatibility with the other cable components and resistance to the chemicals and temperatures encountered in mining applications.
The central filler serves several important functions beyond simply filling space. It provides a solid core that resists compression forces that could deform the cable and potentially damage conductor insulation. During bending operations, the filler helps maintain proper conductor spacing and prevents excessive stress concentration on individual components.
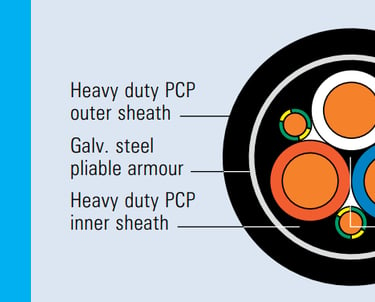
Armour System Design and Application
The pliable galvanized steel armour represents one of the most critical components for mining applications. Unlike rigid steel tape armour used in some industrial cables, the pliable steel strand construction allows the cable to flex repeatedly without armour failure. The galvanized coating provides corrosion protection in the humid conditions common to underground mining.
The armour strands are applied in a helical pattern around the inner sheath, creating a flexible protective cage that distributes mechanical loads across the entire cable circumference. This construction allows the cable to withstand crushing forces, impact damage, and abrasion while maintaining its electrical integrity. The armour also provides an additional earth path, contributing to the overall safety of the electrical system.
Outer Sheath Protection
The final layer consists of a heavy-duty outer sheath that protects the armour from corrosion and provides the final barrier against environmental exposure. The heavy-duty construction uses increased wall thickness and enhanced material compounds to withstand the severe abrasion encountered when cables are dragged across mine floors or pulled through equipment.
The outer sheath material is formulated to resist cuts, tears, and punctures that could compromise the armour or allow contaminant ingress. In applications where enhanced chemical resistance is required, the CPE/CSP option provides superior protection against acids, solvents, and other aggressive chemicals.
Installation Guidelines: Best Practices for Mining Applications
Proper installation of Type 412 cables requires adherence to specific guidelines that ensure reliable performance and maximize service life in demanding mining applications. The unique challenges of underground mining environments make correct installation practices absolutely critical for maintaining operational safety and minimizing costly downtime.
Compliance with Australian Standards
Installation must comply with AS/NZS 2802:2000, which specifically addresses reeling and trailing cables for mining applications. This standard provides detailed requirements for cable selection, installation methods, termination techniques, and ongoing maintenance procedures. Additional relevant standards include AS/NZS 1125 for conductors, AS/NZS 3808 for electrical equipment in explosive atmospheres, and AS/NZS 5000.1 for electrical safety in mines.
The standards require specific installation procedures that account for the unique demands of mining equipment. These include requirements for cable support systems, protection against mechanical damage, and earth continuity testing procedures that ensure personnel safety in underground environments.
Bending Radius Requirements and Cable Management
One of the most critical installation considerations involves maintaining proper bending radii throughout the cable's service life. The manufacturer specifies minimum bending radius requirements that vary with cable size and construction. Exceeding these limits can damage the armour, stress the conductors, or compromise insulation integrity.
For continuous miner applications, cables typically spool onto reeling drums that must be sized appropriately for the cable diameter. The drum diameter should provide a bending radius well above the minimum specification to account for dynamic loading during reeling operations. Cable guides and fairleads must be positioned to prevent sharp bends or twisting that could damage the cable structure.
Longwall shearer applications present particular challenges due to the cable chain systems used to manage cable movement along the longwall face. These systems require careful attention to chain design, guide spacing, and support arrangements to prevent excessive cable stress during shearer traverse operations.
Earthing System Requirements
Proper earthing installation proves absolutely critical for mining safety. The cable's multiple earth paths, including the interstitial earth conductors and metallic armour, must maintain electrical continuity throughout the installation. All earth connections require proper termination using approved techniques and materials designed for mining environments.
Earth continuity testing must be performed during initial installation and at regular intervals during service. The testing procedures must verify continuity of all earth paths and confirm that earth resistance values remain within acceptable limits. Any degradation of earth continuity requires immediate investigation and correction.
Environmental Considerations and Sheath Selection
The choice between standard PCP sheaths and upgraded CPE/CSP sheaths depends on the specific environmental conditions encountered in each mining operation. Operations with significant chemical exposure, such as mines with high sulfur content or those using chemical dust suppression systems, may require the enhanced chemical resistance provided by CPE/CSP sheaths.
Moisture exposure represents another critical consideration, particularly in mines with high humidity or water infiltration. While both sheath types provide moisture resistance, proper cable sealing at terminations and junction points becomes essential for preventing water ingress that could compromise electrical safety.
Temperature considerations must account for both ambient mine temperatures and heat generated by electrical loading. The cable's temperature rating provides guidance for maximum operating conditions, but installation practices should minimize heat buildup through proper ventilation and avoid installation in locations with excessive heat exposure.
Mining Slang and Real-World Applications
Australian mining operations have developed distinctive terminology and practices around electrical cable installations that reflect the practical realities of underground work. Understanding this terminology provides insight into how Type 412 cables function in actual mining operations.
Longwall Shearer Cable Management
In longwall operations, miners commonly refer to the cable management systems as "Bretby" chains, named after early cable chain designs. These systems consist of articulated steel links that support and guide cables as the shearer traverses the longwall face. The cable arrangement within these chains requires careful consideration of bending radii and support spacing to prevent damage during operation.
Electricians working on longwall installations often speak of "dressing" the cables, referring to the precise arrangement of multiple cables within the chain system. Proper cable dressing ensures that power cables, control cables, and communication lines don't interfere with each other during shearer movement. The Type 412 cable's flexible construction and armour protection make it well-suited for these demanding applications.
Continuous Miner Cable Handling
Continuous miner operations use different terminology reflecting the reeling systems employed. Electricians commonly refer to "reeling in the pit" when describing the process of spooling cable onto the machine's cable reel as the miner advances into a coal face. The reverse process, as the miner withdraws, involves "paying out" cable from the reel.
The term "tail cable" refers to the trailing portion of cable that extends from the continuous miner back to the permanent electrical installation. This portion of the cable experiences the most severe mechanical stress as it gets dragged across the mine floor and around obstacles. The armoured construction of Type 412 cable provides essential protection in these applications.
Sand Mining and Industrial Applications
Interestingly, Type 412 cables find applications beyond coal mining in sand mining operations, where they're often called "feeder cables" despite their trailing cable construction. Sand mining presents unique challenges including abrasive silica exposure and often wet operating conditions. The cable's armoured construction and chemical-resistant sheath options make it suitable for these demanding applications.
In industrial mineral mining operations, electricians often refer to armoured cables as "battleship cable" due to their robust construction. This terminology reflects the cable's ability to withstand severe mechanical abuse while maintaining electrical integrity.
Maintenance and Repair Terminology
Mining electricians use specific terms when discussing cable maintenance and repair. "Armour tracking" refers to the visual inspection process where electricians examine the external armour for signs of damage, corrosion, or wear. "Earth testing" involves the regular verification of earth conductor continuity and resistance values required by mining safety regulations.
When cables require repair, the process is often called "splicing in the field," referring to the specialized techniques used to repair damaged cables underground. These repairs must meet strict safety and performance standards while being completed in challenging environmental conditions.

Frequently Asked Questions: Addressing Common Mining Concerns
Mining operations frequently encounter specific technical challenges related to electrical cable performance. Understanding these common issues and their solutions helps ensure reliable equipment operation and worker safety.
Power System Compatibility Questions
Question: Can Type 412 cables be used with modern electronically controlled shearers and continuous miners?
Absolutely. Type 412 cables are specifically designed to meet the electrical requirements of both traditional and modern mining equipment. The 1.1kV rating provides adequate capacity for the variable frequency drives and electronic control systems found in contemporary mining machinery. The cable's EMC characteristics, including proper earth conductor arrangement and metallic armour, help minimize electromagnetic interference that could affect sensitive electronic controls.
Modern mining equipment often incorporates sophisticated monitoring systems that require stable power delivery and good earth references. The multiple earth paths provided by Type 412 cables support these requirements while maintaining the mechanical robustness needed for mining applications.
Mechanical Damage and Durability Concerns
Question: What happens if the armour becomes damaged during operation?
Armour damage represents a serious condition that requires immediate attention. Damaged armour compromises both mechanical protection and earth continuity, potentially creating safety hazards. Visual signs of armour damage include exposed or broken strands, localized swelling of the cable, or corrosion products appearing on the cable surface.
When armour damage is detected, the affected cable section should be removed from service immediately pending repair or replacement. Temporary repairs using approved techniques may be possible in some situations, but permanent repairs typically require cable replacement or professional splicing using equipment and techniques approved for mining applications.
Regular inspection protocols help identify armour damage before it progresses to cable failure. These inspections should focus on areas where cables experience high mechanical stress, such as reeling drums, cable guides, and areas where cables contact mine equipment or surfaces.
Environmental and Chemical Resistance
Question: How do I choose between PCP and CPE/CSP sheath options?
The choice depends on the specific environmental conditions in your mining operation. Standard PCP sheaths provide excellent performance in typical underground coal mining environments, offering good resistance to moisture, moderate chemical exposure, and mechanical abuse. PCP sheaths also tend to be more cost-effective for standard applications.
CPE/CSP sheaths should be specified when operations involve exposure to acids, alkalis, or other aggressive chemicals. These materials provide superior chemical resistance but may have different mechanical properties that could affect installation requirements. Some mining operations with high sulfur content coal or those using chemical dust suppression systems benefit from the enhanced chemical resistance.
Environmental assessment should consider not only direct chemical exposure but also potential contamination from adjacent operations or groundwater infiltration. Consultation with the cable manufacturer can help determine the most appropriate sheath selection for specific operating conditions.
Installation and Bending Limitations
Question: How tight can Type 412 cables bend in cable chain systems?
Cable chain applications require careful attention to bending radius limitations to prevent damage during operation. The pliable armour construction of Type 412 cables makes them suitable for the repeated bending cycles encountered in longwall cable chains, but minimum bending radius specifications must still be observed.
The specific minimum bending radius varies with cable size, but generally ranges from 12 to 20 times the cable overall diameter. For example, a 50mm² cable with approximately 49mm overall diameter would require a minimum bending radius of approximately 600-1000mm. Cable chain systems must be designed to ensure these limits are never exceeded during normal shearer operation.
Dynamic loading during operation can increase stress on cables beyond static bending calculations. Chain design should account for acceleration forces, vibration, and potential impact loading that occurs during shearer operation. Proper chain maintenance also helps ensure consistent cable support and prevents localized stress concentrations.
Operating Temperature and Overload Conditions
Question: What are the temperature limitations for Type 412 cables in mining applications?
EPR insulation typically allows continuous operation at 90°C conductor temperature with higher ratings for emergency overload conditions. However, mining applications often present additional temperature considerations beyond simple electrical loading.
Ambient temperatures in underground mines typically remain relatively stable, but local heating from equipment operation, electrical loading, or geological conditions may create elevated temperature zones. Cable installations should avoid areas with excessive heat exposure and ensure adequate ventilation around high-current cable runs.
Overload protection systems should be coordinated with cable temperature ratings to prevent insulation degradation during fault conditions or equipment malfunctions. The thermal mass of armoured cables provides some protection against short-term overloads, but sustained overcurrent conditions must be prevented through proper protective device coordination.
Maintenance and Testing Requirements
Question: What maintenance procedures are required for Type 412 cables in mining service?
Regular maintenance programs should include visual inspection, electrical testing, and mechanical assessment of cable installations. Visual inspections focus on external cable condition, looking for signs of mechanical damage, chemical attack, or excessive wear. These inspections should be performed at regular intervals and after any incident that might have damaged cables.
Electrical testing includes insulation resistance measurements, earth continuity verification, and conductor resistance checks. These tests help identify developing problems before they progress to cable failure. Testing frequency and acceptance criteria should follow mining safety regulations and manufacturer recommendations.
Mechanical assessment involves checking cable support systems, verifying proper bending radii, and ensuring that reeling drums and cable chains operate correctly. Worn or damaged support components can cause cable damage even if the cable itself remains in good condition.
Conclusion: Maximizing Performance and Safety
Type 412 1.1/1.1kV mining cables represent a sophisticated engineering solution designed specifically for the demanding requirements of underground coal mining operations. The combination of flexible conductors, robust EPR insulation, multiple earth paths, and protective armour creates a cable system capable of reliable operation in environments where standard industrial cables would quickly fail.
The key to successful Type 412 cable applications lies in understanding the specific requirements of each mining operation and selecting appropriate cable configurations, installation methods, and maintenance procedures. The choice between standard PCP and upgraded CPE/CSP sheath options, proper attention to bending radius limitations, and adherence to established installation standards all contribute to reliable cable performance.
Regular maintenance programs that include visual inspection, electrical testing, and mechanical assessment help identify potential problems before they progress to costly failures. The unique demands of mining operations, from the repeated flexing in continuous miner reeling systems to the complex cable management requirements of longwall shearers, require specialized knowledge and attention to detail.
Best practices for Type 412 cable applications emphasize the importance of proper installation techniques, regular maintenance, and prompt attention to any signs of cable degradation. The investment in quality cable systems and proper installation practices pays dividends through reduced downtime, improved safety, and extended equipment life in demanding mining applications.
Understanding the real-world terminology and practices used by mining electricians helps ensure effective communication and proper cable handling throughout the cable's service life. From "reeling in the pit" with continuous miners to managing "Bretby" chains on longwall shearers, the practical aspects of cable installation and maintenance require both technical knowledge and hands-on experience.
The robust construction of Type 412 cables, combined with proper selection, installation, and maintenance practices, provides the foundation for reliable electrical power delivery in underground mining operations. This reliability directly translates to improved productivity, enhanced safety, and reduced operating costs for mining operations throughout Australia and beyond.

