
Type 441 Mining Cables in Bucket-Wheel Excavators: Powering Australia's Mining Giants
Discover how Type 441 Class 2 1.1/1.1kV mining cables power bucket-wheel excavators in Australian mining operations. Learn about electrical parameters, construction, and solutions to common mining challenges.
6/10/202514 min read

Type 441 Mining Cables in Bucket-Wheel Excavators: Powering Australia's Mining Giants
Introduction: The Backbone of Modern Mining Operations
When you think about Australia's massive open-cut mining operations, towering bucket-wheel excavators (BWEs) immediately come to mind. These mechanical giants, some reaching heights of 100 metres and weighing over 13,000 tonnes, form the backbone of our nation's resource extraction industry. However, behind these impressive machines lies a critical component that often goes unnoticed: the specialised electrical cables that keep them running.
The Type 441 Class 2 1.1/1.1kV mining cable represents a sophisticated engineering solution designed specifically for the harsh realities of Australian mining environments. These cables don't simply carry electricity; they endure constant mechanical stress, extreme weather conditions, and the relentless demands of 24/7 mining operations. Understanding how these cables work and why they're essential helps us appreciate the complex engineering that makes large-scale mining possible.
In Australia's mining landscape, where operations span from the iron ore mines of Western Australia to the coal fields of Queensland, reliable power transmission to mobile equipment like BWEs can mean the difference between profitable operations and costly downtime. The Type 441 cable system addresses these challenges through innovative design features that we'll explore in detail.
Understanding Bucket-Wheel Excavators: Mining's Mechanical Marvels
To appreciate why Type 441 cables are so crucial, we must first understand the machines they power. A bucket-wheel excavator operates on a relatively straightforward principle that becomes complex in execution. Picture a massive wheel, typically 10 to 20 metres in diameter, fitted with dozens of steel buckets around its circumference. This wheel rotates continuously, with each bucket scooping material as it passes through the working face.
The excavated material follows a carefully orchestrated path through the machine. As each bucket reaches the top of its rotation, it tips its contents onto a discharge conveyor. This conveyor, mounted on the boom structure, carries the material back to the main body of the excavator, where it transfers to another conveyor system. From there, the material typically moves to processing facilities or waste dumps via an extensive network of conveyor belts.
What makes BWEs particularly challenging from an electrical perspective is their need for mobility combined with continuous operation. Unlike stationary mining equipment, BWEs must move constantly to follow the mining face. Some travel on massive crawler tracks, while others use rail systems. This mobility creates unique electrical challenges because the power supply must accommodate both the machine's movement and the dynamic stresses of the excavation process.
The scale of these operations demands enormous electrical power. A typical BWE might consume several megawatts of electricity to drive the bucket wheel, boom conveyors, slewing mechanisms, and travel systems. This power must be delivered reliably through cables that experience constant bending, crushing forces, abrasion, and environmental exposure. Traditional industrial cables simply cannot withstand these conditions, which is why specialised mining cables like the Type 441 become essential.
Why Type 441 Cables Excel in BWE Applications
The selection of Type 441 cables for bucket-wheel excavators isn't arbitrary; it results from careful consideration of the unique challenges these machines present. Understanding these challenges helps explain why standard electrical cables fall short and why mining-specific designs become necessary.
Consider the mechanical stresses involved. As a BWE operates, its cables experience what engineers call "dynamic loading." This includes constant flexing as boom sections move, crushing forces when cables pass over guide wheels or through cable management systems, and abrasive wear from contact with the machine structure and surrounding environment. Standard cables, designed for static installations or minimal movement, simply cannot endure these conditions.
The Type 441 cable addresses these challenges through several key design features. The central pilot conductor serves a dual purpose: it provides a communication path for control signals while acting as a mechanical core that helps maintain the cable's structural integrity during bending and twisting. This pilot conductor becomes particularly important during reeling operations, where the cable winds and unwinds repeatedly as the boom extends and retracts.
Perhaps most importantly, the Type 441 features what engineers call a "semiconductive cradle" system. This cradle surrounds and protects the main power conductors, distributing crushing forces across the cable structure rather than concentrating them on individual conductors. Think of it like the crumple zones in a modern car – the cradle absorbs and redistributes mechanical stress to protect the critical electrical components.
The cable's design also accommodates the two primary installation methods used in BWE applications. "Trailing" applications involve the cable lying on the ground or in cable troughs as the machine moves, requiring exceptional resistance to abrasion and crushing. "Reeling" applications see the cable wound on drums as boom sections extend and retract, demanding superior flexibility and resistance to fatigue from repeated bending cycles.


Electrical Parameters: The Technical Foundation
Understanding the electrical characteristics of Type 441 cables requires examining both their basic specifications and how these specifications translate to real-world performance. The voltage rating of 1.1/1.1kV indicates this is a Class 2 low-voltage cable designed for industrial applications. This voltage level suits most BWE applications, where electrical systems typically operate at voltages that balance power transmission efficiency with safety considerations.
The "1.1/1.1kV" designation follows Australian and New Zealand standards notation, where the first figure represents the voltage between any conductor and earth, while the second represents the voltage between conductors. This rating provides adequate safety margins for the typical 1000V systems used in many mining applications while allowing for voltage variations that occur during normal operations.
Compliance with AS/NZS standards ensures the cables meet rigorous Australian requirements for mining applications. AS/NZS 2802:2000 specifically addresses trailing and reeling cables, establishing performance criteria for mechanical strength, electrical properties, and environmental resistance. AS/NZS 1125 covers general cable construction requirements, while AS/NZS 3808 addresses specific mining cable applications. AS/NZS 5000.1 provides the broader electrical safety framework within which these cables operate.
The conductor specifications reflect the demanding nature of BWE applications. Flexible stranded tinned copper conductors provide excellent electrical conductivity while maintaining the flexibility needed for continuous cable movement. The tin plating serves a crucial protective function, preventing copper oxidation that could increase electrical resistance and generate heat. In mining environments where cables may be exposed to moisture, chemicals, and temperature variations, this protection becomes essential for maintaining long-term performance.
Ethylene Propylene Rubber (EPR) insulation represents a carefully chosen material that balances electrical properties with mechanical durability. EPR maintains its insulating properties across a wide temperature range (-25°C to +90°C), accommodating both the heat generated by electrical loads and the temperature variations common in outdoor mining operations. Unlike some insulation materials that become brittle in cold conditions or soften excessively in heat, EPR maintains consistent performance across this entire range.
The semiconductive screening system deserves particular attention because it's often misunderstood. These screens, made from semiconductive elastomer materials, don't conduct electricity like copper conductors, nor do they insulate like rubber. Instead, they provide a controlled path for electrical stress distribution. In high-voltage applications, electrical stress concentrations can lead to insulation breakdown and cable failure. The semiconductive screens ensure that electrical stress distributes evenly across the insulation system, significantly improving reliability and service life.
Product Structure and Construction: Engineering for Endurance
The construction of Type 441 cables reflects decades of mining industry experience translated into practical engineering solutions. Each component serves specific purposes, and understanding these purposes helps explain why mining cables differ so significantly from standard industrial cables.
The core structure begins with three main power conductors, each individually insulated and screened. These conductors carry the primary electrical loads for the BWE's various systems. The three-phase configuration provides balanced power distribution and allows for efficient motor operation, which is crucial given the large motor loads typical in BWE applications.
Alongside the main power conductors, three interstitial earth conductors provide multiple grounding paths. This redundancy isn't merely cautious engineering; it's essential for safety in mining environments where electrical faults can have serious consequences. The earth conductors are themselves covered with semiconductive PCP (polychloroprene), which provides additional protection and helps maintain the cable's overall electrical integrity.
The central extensible pilot conductor represents one of the Type 441's most important features. Beyond its role in maintaining mechanical integrity during bending, this conductor typically carries control signals between the BWE's various systems. Modern BWEs rely heavily on computerised control systems that coordinate the bucket wheel speed, boom positioning, conveyor operation, and machine movement. The pilot conductor provides a reliable communication path for these control signals, even under the mechanical stresses that might disrupt other communication methods.
The semiconductive cradle separator deserves special attention because it's the feature that most distinguishes mining cables from standard industrial types. This cradle, made from semiconductive PCP, surrounds and supports the power conductors while providing a degree of electrical screening. When external forces attempt to crush the cable, the cradle distributes these forces across the cable structure rather than allowing them to concentrate on individual conductors. This distribution significantly reduces the risk of conductor damage and the electrical faults that would result.
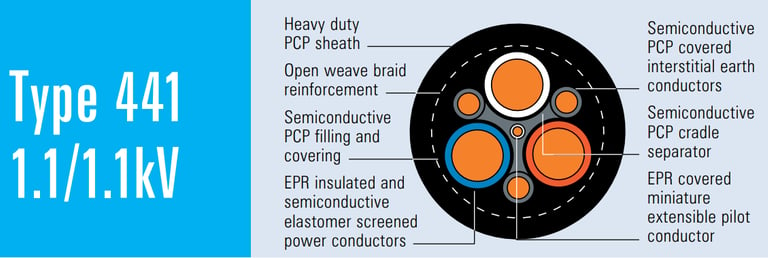
The overall core screen, consisting of semiconductive PCP filling and covering, provides additional electrical screening while contributing to the cable's mechanical integrity. This screen helps maintain the cable's round cross-section under mechanical stress, which is important for maintaining consistent electrical properties and preventing stress concentrations that could lead to failure.
The textile reinforcement layer adds significant mechanical strength without greatly increasing cable weight or reducing flexibility. This open-weave braid, typically made from high-strength synthetic fibres, provides crushing resistance and helps maintain the cable's shape during installation and operation. The open-weave design allows the underlying layers to flex naturally while still providing mechanical protection.
Finally, the heavy-duty PCP (polychloroprene) sheath provides the cable's primary protection against environmental hazards. PCP, also known as Neoprene, offers excellent resistance to oil, flame, ozone, and weathering – all common challenges in mining environments. The availability of CPE (chlorinated polyethylene) or CSP (chlorosulfonated polyethylene) sheaths provides options for applications with specific chemical resistance requirements.
Dimensions, Weight, and Practical Considerations
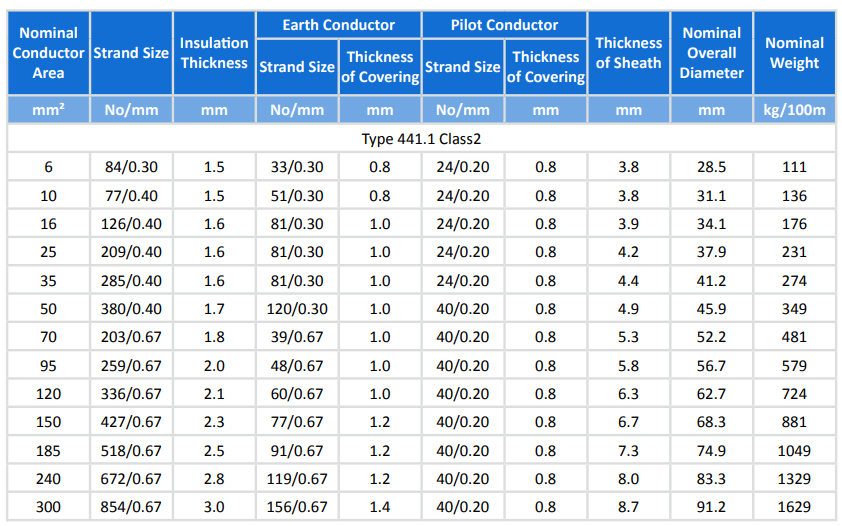
The relationship between conductor size, cable dimensions, and weight presents practical challenges that mining engineers must consider during BWE design and operation. The specification table reveals how these relationships scale across different conductor sizes, from 6mm² for control applications up to 300mm² for main power feeds.
Consider the progression from the smallest to largest configurations. A 6mm² Type 441 cable measures approximately 28.5mm in diameter and weighs 111kg per 100 metres. By contrast, the 300mm² version reaches 91.2mm diameter and weighs 1629kg per 100 metres. This weight progression has significant implications for cable handling, support systems, and the mechanical design of cable management equipment on BWEs.
The weight factor becomes particularly important in reeling applications. A BWE boom might require several hundred metres of cable, and the cable drum systems must accommodate not only the cable's weight but also the dynamic loads imposed during boom operation. The cable's weight affects the power required for boom movements and influences the design of counterbalancing systems.
Cable diameter affects installation considerations, particularly in applications where cables must pass through guides, pulleys, or protection systems. The minimum bending radius requirements, typically calculated as a multiple of the cable diameter, determine how tightly the cable can bend without risking damage. Larger diameter cables require more generous bending radii, which can influence the design of cable management systems and limit installation options in confined spaces.
The insulation thickness progression shown in the specifications reflects both electrical requirements and mechanical considerations. Larger conductors carry higher currents and generate more heat, requiring thicker insulation for electrical safety. However, the insulation also contributes to mechanical protection, with thicker insulation providing better resistance to penetration by sharp objects or rough surfaces common in mining environments.
Earth conductor sizing follows a pattern related to the main conductors but scaled appropriately for their grounding function. The earth conductors don't carry normal operating currents, but they must be capable of safely carrying fault currents that might occur during electrical system failures. The specifications ensure adequate current-carrying capacity for this protective function while maintaining reasonable cable size and weight.

BWE-Specific Challenges and Cable Solutions
The operation of bucket-wheel excavators presents a unique combination of challenges that few other industrial applications can match. Understanding these challenges and how Type 441 cables address them provides insight into the sophisticated engineering required for successful mining operations.
Mechanical stress represents perhaps the most obvious challenge. As BWEs operate, their cables experience forces that would quickly destroy standard electrical cables. The constant rotation of the bucket wheel creates vibrations that transmit through the machine structure to attached cables. Boom movements during excavation create bending stresses as cables flex to accommodate changing boom positions. When the entire machine moves to follow the mining face, trailing cables experience dragging forces and potential crushing from the machine's own weight or from mobile equipment operating nearby.
The Type 441's semiconductive cradle system addresses these mechanical challenges through load distribution. Rather than allowing crushing forces to concentrate on individual conductors, the cradle spreads these forces across the cable's cross-section. This distribution significantly reduces the peak stresses experienced by any single component, dramatically improving the cable's resistance to mechanical damage.
Abrasion presents another significant challenge, particularly in trailing applications where cables may drag across rough ground or through cable troughs filled with dust and debris. Mining environments are inherently abrasive, with fine particles of rock, coal, or ore creating sandpaper-like conditions that can quickly wear through standard cable sheaths. The Type 441's heavy-duty PCP sheath provides excellent abrasion resistance, while the available CPE and CSP alternatives offer enhanced performance in particularly challenging conditions.
Environmental exposure creates long-term reliability challenges that may not be immediately apparent but can lead to premature cable failure. Ultraviolet radiation from intense Australian sunlight can degrade some cable materials over time. Ozone, generated by electrical equipment and present in higher concentrations at mining sites, can attack certain rubber compounds. Temperature cycling, from cold winter nights to hot summer days, creates expansion and contraction stresses that can eventually lead to material failure.
The Type 441's material selection addresses these environmental challenges comprehensively. The PCP sheath provides excellent UV resistance, maintaining its properties even after years of direct sunlight exposure. Ozone resistance ensures the cable maintains its flexibility and sealing properties despite exposure to this aggressive chemical. The EPR insulation maintains its electrical properties across the full temperature range expected in Australian mining operations.
Electrical integrity under mechanical stress represents a subtle but critical challenge. Standard cables may maintain electrical continuity under light mechanical loads but develop problems when subjected to the crushing and bending forces common in BWE applications. Partial conductor breaks can increase electrical resistance, leading to heating and eventual failure. Insulation damage can create electrical faults that pose safety risks and cause operational shutdowns.
The Type 441's electrical design addresses these concerns through multiple protective measures. The semiconductive screening system ensures even electrical stress distribution, reducing the likelihood of insulation breakdown. Multiple earth conductors provide redundant grounding paths, maintaining electrical safety even if one earth conductor becomes damaged. The pilot conductor's central position provides early warning of mechanical damage, as control signal disruption often occurs before main power conductor failure.
Frequently Asked Questions: Practical Mining Solutions
Will the cable endure constant dragging and flexing conditions typical in BWE operations?
The Type 441 cable is specifically engineered for these exact conditions. The semiconductive cradle and textile braid reinforcement work together to protect the cable during repeated bending and reeling cycles. The flexible stranded copper conductors maintain electrical continuity even under continuous flexing, while the EPR insulation retains its properties throughout millions of bend cycles. Real-world testing demonstrates that properly installed Type 441 cables can withstand years of continuous BWE operation without significant degradation.
What happens if the cable gets crushed under heavy machinery or equipment?
The central pilot conductor and semiconductive cradle are designed to protect against exactly this scenario. When crushing forces are applied, the cradle distributes these forces across the cable's cross-section rather than allowing them to concentrate on individual power conductors. The pilot conductor, being centrally located, often survives crushing incidents that might damage outer conductors, providing an early warning system for cable integrity. However, it's worth noting that while the Type 441 provides exceptional crush resistance, proper cable management and protection systems remain essential for maximising service life.
How does environmental exposure impact the cable's expected lifespan in Australian mining conditions?
The Type 441's material selection specifically addresses Australian environmental challenges. The PCP sheath resists UV degradation from intense sunlight, while maintaining flexibility across temperature ranges from -25°C to +90°C. This temperature range covers everything from cold winter nights in central Australia to the heat generated by electrical loads during peak summer operations. Ozone and flame resistance provide additional protection against chemical and fire hazards common in mining environments. Under proper installation and maintenance practices, Type 441 cables typically provide service lives of 10-15 years or more in demanding mining applications.
Can electrical faults occur from mechanical damage, and how does the cable design prevent them?
Mechanical damage can indeed cause electrical faults, which is why the Type 441 incorporates multiple protective features. The semiconductive screening system distributes electrical stress evenly, preventing the stress concentrations that often lead to insulation breakdown. Multiple earth conductors provide redundant grounding paths, ensuring electrical safety even if mechanical damage affects one grounding path. The insulation screen around each conductor provides an additional barrier against electrical faults, while the overall core screen offers system-level protection. If mechanical damage does occur, these design features typically contain the fault and prevent it from propagating to other parts of the electrical system.
What maintenance protocols should be followed for these cables in BWE applications?
Regular visual inspection forms the foundation of any cable maintenance programme. Operators should look for obvious signs of damage such as cuts, abrasions, or deformation in the cable sheath. Pay particular attention to areas where the cable passes through guides or over pulleys, as these locations experience higher mechanical stress. Electrical testing should include insulation resistance measurements and earth conductor continuity checks, performed according to manufacturer recommendations and relevant Australian standards.
Adherence to minimum bending radius requirements is crucial during installation and operation. The Type 441's flexibility shouldn't be taken as licence to bend the cable beyond its design limits. Cable support systems should be inspected regularly to ensure they're functioning properly and not creating stress concentration points. When cables are stored or relocated, proper handling techniques prevent damage that might not become apparent until the cable is returned to service.
Are custom cable specifications available for special BWE applications?
Yes, cable customisation is often available to meet specific operational requirements. Sheath materials can be modified for enhanced chemical resistance, with CPE or CSP options providing superior performance against specific mining chemicals. Cable colours can be customised for identification purposes, which becomes particularly important in complex BWE installations with multiple cable circuits. Conductor sizes and configurations can sometimes be modified to match specific electrical load requirements or space constraints.
However, any customisation must maintain compliance with relevant Australian standards and safety requirements. It's essential to work with experienced cable manufacturers who understand both the technical requirements and the regulatory framework governing mining cable applications in Australia.
Conclusion: Engineering Excellence for Mining Success
The Type 441 Class 2 1.1/1.1kV mining cable represents far more than a simple electrical component; it embodies decades of engineering evolution specifically focused on the demands of Australian mining operations. Through its sophisticated combination of electrical design, mechanical protection, and environmental resistance, this cable system enables the reliable operation of bucket-wheel excavators that form the backbone of our resource extraction industry.
The success of these cables lies in their holistic design approach. Rather than optimising for a single characteristic, the Type 441 balances electrical performance, mechanical durability, and environmental resistance in a package that addresses the real-world challenges of BWE operations. The semiconductive cradle protects against crushing damage, the flexible conductor design accommodates constant movement, and the heavy-duty sheath resists the environmental hazards that would quickly defeat lesser cables.
Understanding the complexity and sophistication of components like the Type 441 cable helps us appreciate the remarkable engineering achievement that modern mining represents. When we see massive bucket-wheel excavators operating reliably in Australia's harsh mining environments, we're witnessing the successful integration of countless specialised components, each designed to excel in conditions that would challenge conventional industrial equipment.
The synergy between cable design and BWE requirements demonstrates how specialised engineering solutions enable industrial capabilities that would otherwise be impossible. As Australia's mining industry continues to evolve, with larger machines, more demanding operating conditions, and higher reliability requirements, cables like the Type 441 will continue to play a crucial role in maintaining our position as a global mining leader.
The investment in sophisticated cable systems pays dividends through reduced downtime, improved safety, and extended equipment life. In an industry where a single day of unplanned downtime can cost millions of dollars, the reliability provided by properly designed mining cables represents not just good engineering, but sound business practice. The Type 441 cable stands as a testament to the principle that in mining, as in many other industries, success depends not just on the obvious components, but on the quality and reliability of every element in the system.

