
Type 450 3.3 to 33 kV Mining Cable Applications in Bucket-Wheel Excavators (BWE) and Draglines
Discover Type 450 mining cables for BWE and dragline excavators. Learn about high-voltage cable construction, electrical parameters, mechanical specifications, and mining applications in Australian operations.
6/11/202513 min read

Type 450 3.3 to 33 kV Mining Cable Applications in Bucket-Wheel Excavators (BWE) and Draglines
1. Introduction
In the demanding world of surface mining operations, reliable power transmission is absolutely critical for the continuous operation of massive earthmoving equipment. Type 450 mining cables represent a specialised category of high-voltage, screened, flexible cables specifically engineered to meet the extraordinary demands of heavy mining machinery, particularly bucket-wheel excavators (BWEs) and dragline excavators.
These cables serve as the electrical lifeline for some of the world's largest mobile machines, delivering megawatt-level power at voltages ranging from 3.3 kV to 33 kV. What sets Type 450 cables apart from standard industrial cables is their unique combination of electrical performance, mechanical resilience, and flexibility—essential characteristics for equipment that operates continuously under extreme conditions whilst moving tonnes of overburden and ore.
The significance of these cables extends far beyond mere power transmission. They must withstand the constant flexing and reeling associated with dragline operations, the continuous motion of BWE systems, and the harsh environmental conditions typical of Australian mining operations—from the dust and heat of the Pilbara to the challenging conditions of Victorian brown coal mines.
This comprehensive guide explores the technical intricacies of Type 450 mining cables, examining their construction, electrical characteristics, and critical role in powering Australia's mining industry. We'll delve into the mechanical systems they serve, analyse their design features, and address common operational challenges through detailed FAQ responses.
2. Understanding Draglines and Bucket-Wheel Excavators (BWEs)
2.1 Dragline Excavators: Engineering Marvels of Mining
Dragline excavators represent one of the most impressive achievements in mining engineering, with their origins tracing back to the early 1900s when steam-powered versions first appeared in American surface mining operations. These massive machines operate on a relatively simple yet ingenious principle: a large bucket suspended from a boom by cables is dragged across the ground to excavate material, then lifted and swung to deposit the load at the desired location.
The operational cycle of a dragline consists of four primary phases: drag, hoist, swing, and dump. During the drag phase, the bucket is pulled across the material face, filling with overburden or ore. The hoist phase lifts the loaded bucket clear of the working surface, whilst the swing phase rotates the entire superstructure to position the bucket over the dump location. Finally, the dump phase releases the material before the cycle repeats.
Modern draglines are truly colossal machines. The boom lengths can extend from 60 to over 100 metres, with bucket capacities ranging from 20 to over 160 cubic metres. These machines can move loads exceeding 200 tonnes in a single cycle, operating continuously 24 hours a day, seven days a week. The power requirements are equally impressive, with large draglines drawing several megawatts of electrical power, typically supplied at voltages between 6.6 kV and 22 kV.
The legendary Big Muskie, once the world's largest dragline, operated at 13.8 kV and consumed approximately 27 megawatts of power—equivalent to the electrical consumption of a small city. Whilst Big Muskie was eventually decommissioned, it exemplifies the massive scale and power requirements typical of these machines.
2.2 Bucket-Wheel Excavators: Continuous Mining Powerhouses
Bucket-wheel excavators represent a different approach to large-scale excavation, employing continuous digging action rather than the cyclic operation of draglines. These impressive machines feature a large rotating wheel equipped with multiple buckets that continuously scrape material from the working face, transferring it via conveyor systems to the dump location.
The scale of BWEs is truly staggering. The famous Bagger 293, operating in German lignite mines, stands 96 metres tall and stretches 225 metres in length, making it one of the largest land vehicles ever constructed. In Australian mining operations, BWEs are commonly employed for overburden removal in strip mining operations, particularly in coal mining where their continuous operation provides significant advantages over traditional cyclic excavation methods.
The operational advantages of BWEs become apparent when comparing specific energy consumption figures. BWEs typically consume between 0.3 and 0.5 kilowatt-hours per cubic metre of material moved, compared to 0.5 to 0.7 kWh/m³ for single-bucket excavators. This efficiency advantage, combined with their ability to operate continuously without the cyclic delays inherent in dragline operations, makes BWEs particularly valuable in high-volume mining applications.
BWEs achieve their impressive productivity through sophisticated electrical and mechanical systems. Multiple drive motors power the bucket wheel, slewing mechanisms, and travel systems, with total power consumption often exceeding 10 megawatts. The complexity of these electrical systems, combined with the machine's mobility requirements, places extraordinary demands on the power transmission cables that supply them.


3. Electrical Infrastructure in BWEs and Draglines
The electrical systems powering BWEs and draglines represent some of the most demanding applications in industrial power transmission. These machines require reliable delivery of megawatt-level power whilst maintaining the flexibility to move, rotate, and operate continuously in harsh mining environments.
Most large mining equipment operates on high-voltage supplies ranging from 3.3 kV to 33 kV, fed directly from the mine's electrical distribution system. This high-voltage approach is essential for efficient power transmission, as it significantly reduces current levels and associated losses whilst enabling the use of reasonably sized cables and electrical infrastructure.
The power requirements of these machines are substantial. A typical large dragline might consume 15-20 megawatts during peak operation, whilst major BWEs can draw similar or even higher power levels. This electrical demand must be delivered through cables that can withstand constant flexing, reeling, and environmental exposure whilst maintaining electrical integrity and safety.
The challenge becomes even more complex when considering the dynamic nature of these applications. Dragline cables must accommodate the constant reeling and unreeling associated with the machine's movement around the mining area. BWE cables must flex continuously as the machine travels and operates, often over distances of several kilometres during a shift.
Voltage regulation and power quality are critical considerations in these applications. The high power demands and long cable runs can result in significant voltage drops if not properly managed, potentially affecting motor performance and operational efficiency. Additionally, the frequent starting and stopping of large motors creates power quality challenges that must be addressed through careful electrical design.
4. Type 450 Mining Cable: Purpose-Built for Heavy Industry
4.1 Applications and Specifications
Type 450 mining cables are specifically engineered for the demanding requirements of heavy mining equipment, particularly draglines, BWEs, electric shovels, wharf cranes, and materials handling equipment. These cables excel in slow-reeling and trailing applications where conventional cables would quickly fail under the mechanical stresses involved.
The Type 450 designation encompasses a range of voltage ratings designed to meet various application requirements. Type 450.3 cables are rated for 3.3 kV applications, progressing through Type 450.6 (6.6 kV), Type 450.11 (11 kV), Type 450.22 (22 kV), and Type 450.33 (33 kV). This comprehensive range ensures optimal voltage selection for specific equipment requirements whilst maintaining consistent construction principles and performance characteristics.
The versatility of Type 450 cables extends beyond mining applications to include port operations, where they power ship loaders and unloaders, and industrial applications involving large mobile equipment. However, their primary application remains in surface mining operations where their unique combination of electrical performance and mechanical durability provides unmatched reliability.
4.2 Compliance with Australian Standards
Type 450 cables are manufactured in compliance with multiple Australian and New Zealand standards, ensuring they meet the rigorous requirements for mining and industrial applications. The primary standards include AS/NZS 2802:2000 for reeling and trailing cables, AS/NZS 1125 for conductors, AS/NZS 3808 for electrical installations, and AS/NZS 5000.1 for general electrical safety requirements.
Compliance with AS/NZS 2802:2000 is particularly significant, as this standard specifically addresses the unique requirements of cables used in reeling and trailing applications. This standard recognises the extraordinary mechanical stresses these cables must endure and establishes design criteria to ensure reliable performance under such conditions.
The adherence to these standards provides mining operators with confidence that Type 450 cables will perform reliably in the demanding conditions typical of Australian mining operations, from the extreme heat of northern Queensland coal mines to the challenging conditions of Western Australian iron ore operations.
5. Construction and Design Features
5.1 Conductor Design and Screening
The foundation of any high-performance mining cable lies in its conductor design, and Type 450 cables employ flexible, stranded, tinned annealed copper conductors optimised for continuous flexing applications. The use of tinned copper provides enhanced corrosion resistance whilst maintaining excellent electrical conductivity and mechanical flexibility.
The conductor stranding is specifically designed to minimise stress concentrations during flexing whilst maintaining structural integrity under the tension loads typical of reeling applications. Available conductor sizes range from 16 mm² to 300 mm², providing flexibility in selecting the optimal conductor size for specific power requirements.
For cables rated at 3.3 kV and above, Type 450 cables incorporate semiconductive conductor screens. These screens serve multiple critical functions: they provide a smooth, uniform surface around the conductor to eliminate electric field concentrations, they facilitate easy cable termination by providing a consistent interface, and they enhance the overall electrical performance of the cable system.
5.2 Insulation System Excellence
The insulation system in Type 450 cables utilises Ethylene Propylene Rubber (EPR), selected for its outstanding combination of electrical properties, flexibility, and environmental resistance. EPR insulation provides excellent dielectric strength whilst maintaining flexibility at low temperatures and resistance to heat, ozone, and various chemicals commonly encountered in mining environments.
The insulation thickness varies according to voltage rating, with precise specifications ensuring optimal electrical performance whilst minimising overall cable diameter and weight. This careful balance between electrical performance and mechanical characteristics is crucial in applications where cable weight and flexibility directly impact equipment performance.
Surrounding the EPR insulation is a semiconductive elastomer screen that provides a smooth interface with the metallic screening system. This insulation screen eliminates air gaps and ensures uniform electric field distribution throughout the cable cross-section, significantly enhancing electrical performance and reliability.
5.3 Screening and Earthing Systems
The screening system in Type 450 cables represents a sophisticated approach to electromagnetic compatibility and electrical safety. The composite screen consists of tinned annealed copper braiding interwoven with polyester yarn and covered with semiconductive tape. This multi-component approach provides excellent screening effectiveness whilst maintaining mechanical flexibility.
The copper braiding provides low-resistance earth path and electromagnetic screening, whilst the interwoven polyester yarn enhances mechanical strength and flexibility. The semiconductive tape covering ensures intimate contact between the screen and surrounding cable components, eliminating potential air gaps that could compromise electrical performance.
Type 450 cables incorporate dedicated earthing conductors in addition to the composite screen. Two interstitial earth conductors, constructed from CSP (Copper Separated Plastic) covered flexible stranded tinned copper, provide redundant earthing paths and enhanced safety. These conductors are strategically positioned within the cable structure to provide optimal mechanical protection whilst maintaining electrical integrity.
A single interstitial pilot conductor, featuring EPR covering over flexible stranded tinned copper, provides communication and control capabilities. This pilot conductor enables remote monitoring of cable condition and equipment status, enhancing operational safety and maintenance efficiency.
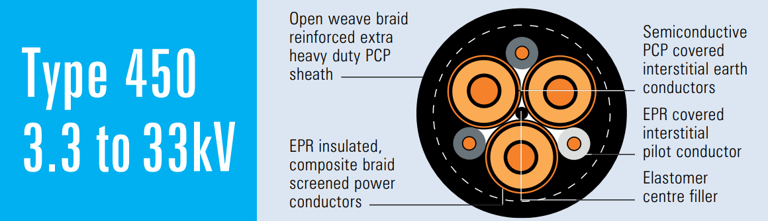
5.4 Structural Components and Protection
The structural integrity of Type 450 cables relies on carefully engineered filler and reinforcement systems. An elastomer centre filler maintains cable roundness and provides mechanical support for the conductor cores, whilst distributing mechanical stresses uniformly throughout the cable cross-section.
Textile reinforcement in the form of open-weave braid provides additional mechanical strength and helps maintain cable geometry under tension. This reinforcement is particularly important in trailing applications where the cable must support its own weight over extended distances whilst maintaining electrical performance.
The outer sheath utilises extra-heavy duty Polychloroprene (PCP) as standard, with optional Chlorinated Polyethylene/Chlorosulfonated Polyethylene (CPE/CSP) sheaths available for specific applications. These sheath materials provide exceptional resistance to oil, water, flames, UV radiation, and the various chemicals encountered in mining environments.
The sheath thickness is carefully optimised for each cable size and voltage rating, providing maximum protection whilst minimising weight and diameter. This optimisation is crucial in applications where cable handling and installation constraints must be considered alongside electrical and mechanical performance requirements.
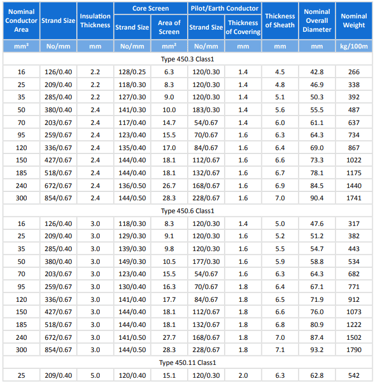
5.5 Physical Specifications and Performance Data
The physical characteristics of Type 450 cables vary systematically with conductor size and voltage rating, providing optimal performance across the complete range of applications. The comprehensive specification table demonstrates the careful engineering that goes into each cable design.
For Type 450.3 (3.3 kV) cables, conductor sizes range from 16 mm² to 300 mm², with corresponding overall diameters from 42.8 mm to 90.4 mm and weights from 266 kg/100m to 1741 kg/100m. The progression to higher voltage ratings involves increased insulation thickness, with Type 450.33 (33 kV) cables featuring 10.5 mm insulation thickness compared to 2.2 mm for Type 450.3 cables.
The weight and diameter progression reflects the engineering optimisation inherent in the Type 450 design philosophy. Each cable configuration represents the optimal balance between electrical performance, mechanical characteristics, and practical installation considerations for its specific application requirements.




6. Frequently Asked Questions: Addressing Common Mining Cable Challenges
Q1: Why specify copper screened cables instead of aluminium alternatives?
Answer: The choice of copper over aluminium in Type 450 mining cables reflects the demanding requirements of reeling and trailing applications. Copper provides superior flexibility characteristics essential for continuous flexing operations, with significantly better fatigue resistance than aluminium conductors.
Copper's corrosion resistance is particularly important in mining environments where exposure to moisture, chemicals, and abrasive materials is common. The superior mechanical properties of copper, including its ability to withstand repeated bending cycles without conductor strand breakage, make it the preferred choice for dynamic applications.
Additionally, copper's lower resistance results in reduced losses and improved voltage regulation over long cable runs, which is particularly important in high-power mining applications where efficiency directly impacts operational costs.
Q2: Can Type 450 cables be utilised in underground mining applications?
Answer: Type 450 cables are specifically designed and certified for surface mining applications and are not rated for underground coal mining operations. Underground mining applications require compliance with different standards and regulations, including specific flame resistance, gas emission, and explosion protection requirements that differ from surface mining specifications.
Underground mining cables must meet stringent requirements for flame propagation, smoke emission, and potential gas generation that are not applicable to surface mining operations. The certification processes and testing standards for underground mining cables are distinctly different from those applicable to Type 450 surface mining cables.
For underground applications, specifically designed and certified underground mining cables must be selected to ensure compliance with relevant mining safety regulations and standards.
Q3: What measures should be taken if power loading approaches or exceeds cable ratings?
Answer: Monitoring cable temperature is critical when operating near rated capacity. Type 450 cables are designed to operate continuously at conductor temperatures up to 90°C, with emergency overload capability to 130°C for short durations.
If power loading consistently approaches cable ratings, several options should be considered: upgrading to larger conductor sizes, implementing parallel cable installations to distribute the load, or improving cable cooling through better ventilation or cable routing modifications.
Continuous monitoring of cable temperature using appropriate instrumentation helps ensure safe operation whilst maximising utilisation. Installation of thermal monitoring systems can provide early warning of overload conditions and enable proactive load management.
Q4: How can abrasion and mechanical wear be minimised in trailing applications?
Answer: Mechanical protection is essential for maximising cable life in trailing applications. Protective sleeving, armoring, or conduit systems should be employed in areas where cables are exposed to abrasion or mechanical damage.
Proper cable routing and support systems are crucial for minimising mechanical stress. Cable should be supported at appropriate intervals to prevent excessive sagging or tension, and routing should avoid sharp bends or areas where mechanical damage might occur.
Regular inspection programmes should be implemented to identify early signs of sheath damage, cut-through, or reinforcement deterioration. Early detection and repair of minor damage can prevent major failures and extend cable life significantly.
Q5: What are realistic lifespan expectations for Type 450 cables in mining applications?
Answer: Cable lifespan in mining applications depends heavily on operating conditions, installation quality, and maintenance practices. Under proper operating conditions with appropriate tension control and regular maintenance, Type 450 cables typically provide several years of reliable service.
The Class 1 construction designation per AS/NZS standards indicates high durability design intended for demanding applications. However, factors such as reeling cycle frequency, environmental conditions, power loading, and mechanical stresses all influence actual service life.
Implementing comprehensive maintenance programmes, including regular inspections, proper handling procedures, and prompt repair of minor damage, significantly extends cable life and reduces total cost of ownership.
Q6: How should short-circuit conditions and electrical emergencies be managed?
Answer: Type 450 cables are designed to withstand short-circuit conditions, with capability to tolerate conductor temperatures up to 250°C for 5 seconds. This emergency rating allows sufficient time for protective systems to operate and safely disconnect the faulted circuit.
Proper electrical protection systems, including overcurrent protection, earth fault protection, and differential protection where applicable, are essential for safe operation. These protection systems must be properly coordinated to ensure selective operation and minimise disruption to mining operations.
Emergency procedures should be established and regularly practised to ensure safe handling of electrical emergencies. Personnel should be trained in proper emergency response procedures and equipped with appropriate safety equipment for electrical emergency situations.
7. Conclusion
Type 450 mining cables represent a pinnacle of engineering achievement in industrial power transmission, specifically designed to meet the extraordinary demands of heavy mining equipment including draglines and bucket-wheel excavators. Their sophisticated construction, incorporating flexible copper conductors, advanced insulation systems, comprehensive screening, and robust mechanical protection, ensures reliable power delivery in the world's most demanding mining environments.
The success of modern mining operations increasingly depends on the reliability of electrical infrastructure, and Type 450 cables play a crucial role in this infrastructure. Their ability to deliver megawatt-level power whilst withstanding continuous mechanical stress, environmental exposure, and operational demands makes them indispensable for efficient mining operations.
Understanding the technical characteristics, proper application, and maintenance requirements of these cables is essential for mining professionals seeking to optimise equipment performance and operational reliability. The investment in high-quality cable systems like Type 450 pays dividends through reduced downtime, improved safety, and enhanced operational efficiency.
As mining operations continue to evolve towards larger, more powerful equipment and increased automation, the demands on electrical infrastructure will only intensify. Type 450 cables, with their proven performance and robust design, are well-positioned to meet these evolving challenges and continue supporting Australia's vital mining industry for years to come.
The careful selection, proper installation, and diligent maintenance of Type 450 mining cables ensures that the massive machines they power can continue their essential work of extracting the mineral resources that form the backbone of Australia's economy. In the demanding world of surface mining, where equipment failure can cost thousands of dollars per hour, the reliability and performance of Type 450 cables make them an essential component of successful mining operations.

