
Type 450 Mining Cables: A Comprehensive Guide for Australian Open-Cut Mining Operations
Complete technical guide to Type 450 AS/NZS 2802 mining cables (3.3-33kV) for Australian open-cut mines. Covers electrical parameters, applications, installation, and troubleshooting for draglines, shovels, and mobile equipment.
6/24/202517 min read
Type 450 Mining Cables: A Comprehensive Guide for Australian Open-Cut Mining Operations
Introduction: Understanding Mining Cable Requirements in Australia's Harsh Environment
When you walk across the rim of Australia's Super Pit in Kalgoorlie or survey the massive draglines working the coal seams of Queensland's Bowen Basin, you're witnessing some of the world's most demanding electrical environments. These open-cut mining operations require specialised power cables that can withstand extreme mechanical stress, harsh weather conditions, and continuous movement while maintaining reliable electrical performance.
The Type 450 cable series, manufactured to AS/NZS 2802:2000 standards, represents a sophisticated engineering solution specifically designed for these challenging applications. These cables operate across voltage ranges from 3.3 kilovolts to 33 kilovolts, classified as Class 1 reeling and trailing cables. Understanding their design, application, and maintenance is crucial for mining engineers, electrical contractors, and operations personnel working in Australia's extractive industries.
The scope of this guide encompasses the complete technical landscape of Type 450 cables, from their fundamental construction principles through to practical troubleshooting in field conditions. We'll explore how these cables serve critical functions in powering draglines, electric shovels, stackers, reclaimers, and mobile equipment across Australia's diverse mining regions.
Australia's Open-Cut Mining Landscape: Where These Cables Make Their Mark
Australia's open-cut mining industry operates on a scale that demands the most robust electrical infrastructure available. The geography of Australian mining creates unique challenges that directly influence cable design requirements and performance expectations.
Western Australia dominates the nation's mining output, producing approximately 97 percent of Australia's iron ore alongside significant gold production. The Pilbara region alone hosts dozens of massive open-cut operations, including Rio Tinto's Jimblebar mine and BHP's Mount Whaleback operation. These sites experience extreme temperature variations, from scorching daytime heat exceeding 45 degrees Celsius to surprisingly cool nights, creating thermal cycling stress on all electrical equipment including power cables.
Queensland's coal mining industry centres on the Bowen Basin, where operations like Ensham and Hail Creek extract millions of tonnes annually. The tropical climate brings different challenges, with high humidity, intense UV radiation, and seasonal flooding that can submerge equipment for extended periods. Cable systems in these environments must resist moisture ingress while maintaining electrical integrity under water immersion conditions.
New South Wales contributes significantly through the Hunter Valley coal operations and the massive Cadia-Ridgeway gold and copper complex near Orange. Cadia represents Australia's second-largest open-cut gold operation and demonstrates the scale of electrical infrastructure required, with draglines, shovels, and processing equipment demanding continuous, reliable power delivery through flexible cable systems.
The Super Pit at Fimiston, near Kalgoorlie, stands as Australia's largest open-cut gold mine and provides an excellent case study for understanding cable requirements. This operation runs continuously, with massive electric shovels and draglines working around the clock. The equipment must frequently relocate within the pit, requiring cable systems that can withstand thousands of reeling cycles while maintaining electrical performance and mechanical integrity.
Each of these major mining regions presents distinct environmental challenges that influence cable selection and design requirements. The Type 450 cable series addresses these diverse conditions through its robust construction and flexible design parameters.
Application Scenarios: Where Type 450 Cables Excel in Mining Operations
Understanding the specific applications where Type 450 cables perform optimally requires examining the diverse range of mining equipment and operational requirements across Australian open-cut sites. These cables serve as the electrical lifeline for some of the largest mobile equipment on Earth.
Dragline power supply represents perhaps the most demanding application for mining cables. Modern draglines, such as those operating in Queensland's coal fields, can weigh over 8,000 tonnes and require several megawatts of electrical power. The dragline must continuously move around the mining site, dragging its power cable behind it. This creates enormous mechanical stress on the cable system, requiring exceptional flexibility combined with robust mechanical protection. The Type 450's construction, featuring flexible stranded tinned copper conductors and textile reinforcement, specifically addresses these mechanical demands while maintaining electrical performance.
Electric shovels present different but equally challenging requirements. These machines typically operate with shorter cable runs but require frequent repositioning and high current capacity for their electric motors. The cable must withstand constant reeling and unreeling while maintaining precise electrical characteristics for motor control systems. The Type 450's EPR insulation provides superior flexibility compared to traditional PVC or XLPE alternatives, allowing for tighter bend radii and longer service life under continuous flexing conditions.
Slow-reeling applications for stackers and reclaimers in coal handling facilities represent another critical use case. These machines move materials over long distances at relatively slow speeds, requiring cables that can maintain electrical integrity over extended reeling cycles. The composite screen construction of Type 450 cables, combining tinned copper braiding with polyester yarn and semiconductive tape, provides both electrical shielding and mechanical protection essential for these applications.
Hoist and winder systems require cables that can handle both the electrical load and the mechanical stress of vertical movement. Mine hoists must lift enormous loads, and their cable systems experience unique stress patterns combining tension, torsion, and flexing. The Type 450's extra-heavy duty PCP sheath provides the mechanical protection required, while the EPR insulation maintains electrical performance under these demanding conditions.
Mobile equipment applications encompass a broad range of machinery from hydraulic excavators to mobile crushers. These applications benefit from the Type 450's lightweight design, which reduces the mechanical load on equipment while providing the electrical performance required for high-power mobile operations. The copper screening provides effective electromagnetic shielding, crucial for equipment operating in electrically noisy environments with multiple machines in close proximity.
Electrical and Mechanical Design: Engineering Excellence in Harsh Conditions
The Type 450 cable series demonstrates sophisticated electrical engineering principles translated into practical mining applications. Understanding the construction details helps explain why these cables perform reliably in conditions that would quickly destroy conventional power cables.
The voltage rating system spans from 3.3 kilovolts through to 33 kilovolts, with each voltage level requiring specific insulation thickness and screening arrangements. This range covers virtually all open-cut mining equipment requirements, from smaller mobile units operating at 3.3kV through to major draglines and shovels requiring higher voltage levels for efficient power transmission over long distances.
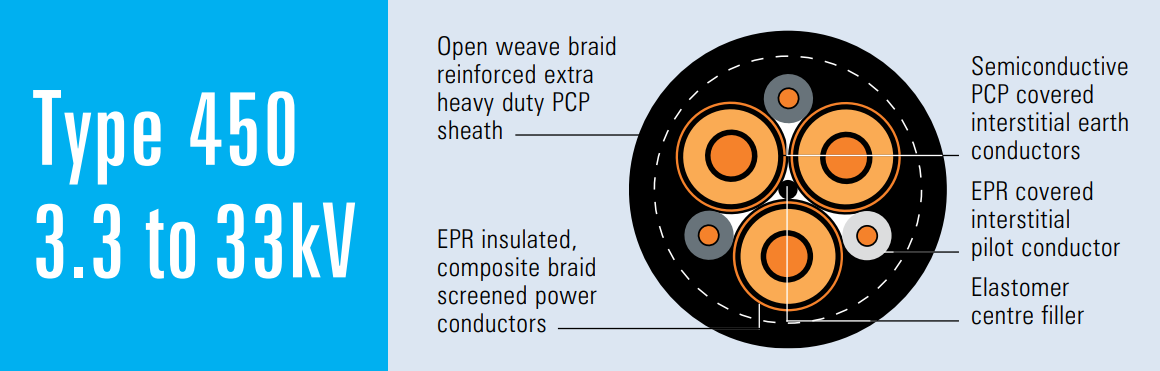
The conductor system employs three flexible stranded tinned annealed copper conductors. The choice of tinned copper provides superior corrosion resistance compared to bare copper, particularly important in the harsh chemical environments often encountered in mining operations. The flexible stranding, using multiple small diameter wires rather than fewer large wires, dramatically improves the cable's ability to withstand repeated flexing without conductor breakage.
Semiconductive conductor screening becomes essential at voltages of 3.3kV and above. This screening layer, applied directly over the conductor, eliminates air gaps and provides a uniform electric field distribution around the conductor. Without this screening, electrical stress concentrations could lead to insulation breakdown, particularly under the mechanical stresses encountered in mining applications.
The EPR (Ethylene Propylene Rubber) insulation system represents a critical design choice for mining applications. EPR provides superior flexibility compared to thermoplastic alternatives while maintaining excellent electrical properties across a wide temperature range. This flexibility translates directly into longer service life under the constant movement experienced in mining applications. EPR also demonstrates excellent resistance to ozone and weathering, important factors for equipment operating in outdoor environments.
Insulation screening, using semiconductive elastomer, provides the outer boundary for the electric field within the cable. This screening works in conjunction with the conductor screening to create a controlled electrical environment within the insulation system. The semiconductive nature allows controlled current flow to prevent charge accumulation while maintaining the overall insulation integrity.
The composite screen system represents perhaps the most innovative aspect of Type 450 construction. This system combines tinned annealed copper braiding interwoven with polyester yarn and covered with semiconductive tape. The copper braiding provides low-resistance return paths for earth fault currents while offering electromagnetic shielding. The polyester yarn adds mechanical strength and flexibility, while the semiconductive tape ensures uniform electrical characteristics across the screen surface.
Interstitial conductors serve specific safety and control functions. Two earth conductors, using CSP (Copper Screened Polyethylene) covering over flexible stranded tinned copper, provide redundant earthing paths essential for mining safety systems. The single pilot conductor, with EPR covering, enables communication and control signals between the mobile equipment and fixed installations.
The textile reinforcement system employs open-weave braid construction that provides mechanical protection while maintaining cable flexibility. This reinforcement distributes mechanical stresses across the cable surface rather than concentrating them at specific points, significantly improving the cable's resistance to damage from dragging across rough surfaces.
The extra-heavy duty PCP (Polychloroprene) sheath represents the cable's primary defence against environmental damage. PCP provides excellent resistance to oils, chemicals, ozone, and UV radiation while maintaining flexibility across a wide temperature range. For particularly aggressive chemical environments, extra-heavy duty CPE (Chlorinated Polyethylene) or CSP sheath options provide enhanced chemical resistance.
Key Electrical Parameters: Understanding Performance Specifications
The electrical characteristics of Type 450 cables directly influence their performance in mining applications. Understanding these parameters helps engineers select appropriate cable sizes and predict system behaviour under various operating conditions.
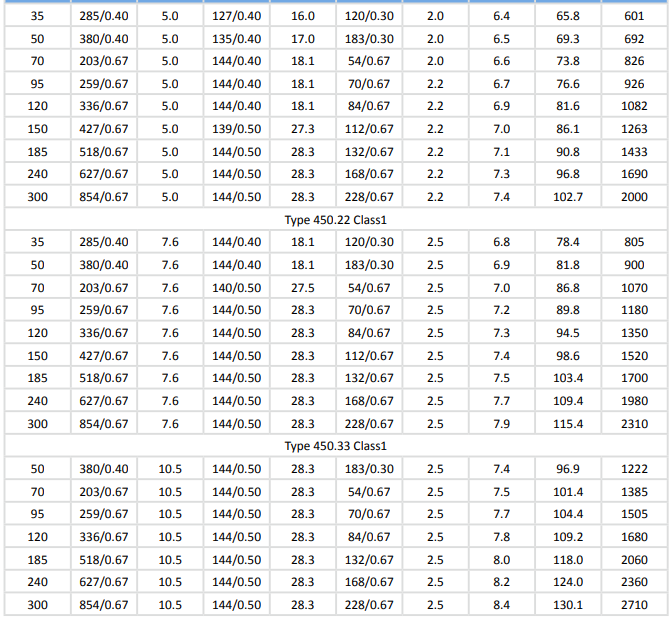
Insulation thickness varies systematically with voltage rating and conductor size. For Type 450.3 (3.3kV) applications, insulation thickness of 2.2mm provides adequate dielectric strength for smaller conductors, increasing to 2.4mm for larger conductors where enhanced mechanical protection becomes more important. Type 450.6 (6.6kV) cables require 3.0mm insulation thickness, while Type 450.33 (33kV) applications demand 10.5mm thickness to handle the higher electrical stresses.
These thickness requirements reflect the relationship between electric field strength and voltage level. Higher voltages create stronger electric fields within the insulation, requiring greater insulation thickness to prevent breakdown. The specific thickness values represent careful engineering calculations balancing electrical performance, mechanical flexibility, and overall cable dimensions.
Core screening dimensions increase with voltage level to provide adequate current-carrying capacity for earth fault conditions. At 3.3kV levels, screen areas of 6.3 to 28.3 square millimetres provide sufficient capacity, while higher voltage applications require correspondingly larger screen areas to handle the potentially higher fault currents.
The relationship between conductor size and overall cable dimensions demonstrates the engineering trade-offs involved in cable design. A 35 square millimetre conductor in Type 450.3 configuration results in an overall diameter of approximately 50.3mm and weight of 392 kilograms per 100 metres. The same conductor size in Type 450.33 configuration produces a 78.4mm diameter and 805 kilograms per 100 metres, reflecting the additional insulation and screening required for higher voltage operation.
Current-carrying capacity depends on multiple factors including conductor size, ambient temperature, installation method, and duty cycle. Mining applications often involve intermittent high-load conditions followed by periods of reduced loading, allowing thermal recovery between peak demand periods. The flexible construction and EPR insulation of Type 450 cables provide good thermal characteristics, but proper sizing calculations must account for the specific duty cycle and ambient conditions of each application.
Capacitance characteristics become particularly important in longer cable runs and higher frequency applications. The semiconductive screening system creates a controlled capacitance per unit length, which affects power factor and can influence motor starting characteristics in some applications. The specific capacitance values depend on conductor size, insulation thickness, and screening geometry.
Dielectric properties of the EPR insulation system provide excellent performance across the frequency ranges typically encountered in mining applications. EPR maintains stable dielectric characteristics across temperature variations and provides good resistance to partial discharge effects that can degrade other insulation systems under the mechanical stresses encountered in mining applications.



Installation and Handling Best Practices: Maximising Cable Performance and Lifespan
Proper installation and handling techniques directly determine the service life and reliability of Type 450 cables in mining applications. Understanding these practices helps prevent premature failures and ensures optimal performance throughout the cable's operational life.
Cable reel management represents the foundation of proper installation practice. Mining cables typically arrive on large reels designed to minimise stress during transportation and storage. The reel should be positioned to allow smooth unreeling without creating sharp bends or twists in the cable. Proper reel stands or jacks ensure the reel rotates freely during installation, preventing drag forces that could damage the cable sheath or internal components.
Bend radius control becomes critical during installation and throughout the cable's service life. Type 450 cables require minimum bend radii that vary with cable diameter and construction type. As a general rule, the minimum bend radius should be at least 12 times the cable's overall diameter for installation conditions and 8 times the diameter for fixed installations. During reeling operations, these values may need adjustment based on the specific reeling mechanism and operational requirements.
Tension control during installation prevents overstressing of internal components. Excessive pulling tension can stretch conductors, damage insulation, or separate internal layers. Proper pulling techniques use swivel connections to prevent twist buildup and distribute pulling forces evenly across the cable cross-section. Tension monitoring equipment helps ensure installation forces remain within acceptable limits.
Anchoring systems must accommodate the mechanical forces generated during equipment operation while preventing damage to the cable. Mining equipment can generate substantial forces during operation, and improper anchoring can concentrate these forces at specific points along the cable, leading to premature failure. Proper anchoring systems distribute forces over longer cable lengths and allow for controlled movement during equipment operation.
Environmental protection during installation includes consideration of surface conditions, weather exposure, and chemical contamination. Mining sites often present sharp rocks, metal debris, and corrosive materials that can damage cable sheaths. Protective measures might include temporary coverings, routing adjustments, or additional mechanical protection at vulnerable points.
Sheath selection becomes crucial for specific environmental conditions. The standard PCP sheath provides excellent general-purpose protection for most mining applications. However, environments with high concentrations of acids, alkalis, or specific chemical contaminants may require the enhanced protection provided by CPE or CSP sheath materials. Understanding the specific chemical environment helps ensure appropriate sheath selection.
Storage and handling practices before installation significantly impact cable performance. Cables should be stored in covered areas protected from direct sunlight and extreme temperatures. Proper support prevents mechanical damage and maintains the cable's physical integrity. Regular inspection during storage helps identify any damage that occurred during transportation or handling.
Comprehensive FAQ: Addressing Common Mining Cable Challenges
Understanding the practical challenges encountered with Type 450 cables in mining applications helps operations personnel anticipate problems and implement appropriate solutions. These frequently asked questions address the most common issues encountered in Australian open-cut mining operations.
Question 1: What factors limit cable lifespan under intense UV exposure in Australian mining conditions?
UV radiation in Australian mining environments represents one of the most aggressive environmental factors affecting cable performance. The PCP sheath material used in Type 450 cables provides inherent UV resistance through its chemical formulation, but prolonged exposure to intense Australian sunlight can gradually degrade any polymer material.
The degradation process typically begins with surface chalking and colour changes, progressing to surface cracking and eventual loss of flexibility. In extreme cases, UV degradation can penetrate through the sheath thickness, potentially affecting internal components. Regular visual inspection helps identify early signs of UV damage before it becomes critical.
Mitigation strategies include selecting UV-stabilised PCP compounds for applications with high UV exposure, implementing protective routing where possible, and establishing regular replacement schedules based on environmental severity. Some operations find that cables exposed to direct sunlight for more than 12 hours daily may require more frequent inspection and earlier replacement compared to cables operating in shaded or covered areas.
Question 2: How can operations personnel detect developing core screen faults before they cause system failures?
Core screen integrity monitoring represents a critical aspect of predictive maintenance for mining cables. The semiconductive screens in Type 450 cables serve essential electrical functions, and their degradation can lead to catastrophic failures if not detected early.
Insulation resistance testing provides the primary method for detecting screen degradation. AS/NZS 2802 specifies minimum insulation resistance values of 1500 gigaohm-metres at room temperature for cables rated 3.3kV and above. Regular testing using high-voltage insulation testers helps identify gradual degradation trends before they reach critical levels.
Partial discharge testing offers more sophisticated monitoring for critical applications. This technique can detect developing insulation problems at an early stage, allowing planned maintenance rather than emergency repairs. The test involves applying voltage levels above normal operating voltage while monitoring for characteristic electrical signatures of insulation deterioration.
Trending analysis of test results over time provides valuable insights into cable condition. Gradual decreases in insulation resistance or increases in partial discharge activity indicate developing problems that require attention. Establishing baseline measurements for new cables enables meaningful comparison during periodic testing.
Question 3: How does the extra-heavy construction protect against mechanical damage during equipment operation?
The mechanical protection system in Type 450 cables employs multiple layers of defence against the severe mechanical stresses encountered in mining applications. Understanding how these protection systems work helps explain the cable's durability in demanding applications.
The extra-heavy duty PCP sheath provides the primary mechanical barrier against abrasion, impact, and crushing forces. The increased thickness compared to standard cable sheaths distributes impact forces over larger areas, reducing stress concentrations that could lead to sheath penetration. The PCP material itself provides excellent tear resistance and maintains flexibility even after exposure to oils and chemicals commonly found in mining environments.
Textile reinforcement beneath the sheath creates a secondary protection layer that helps distribute mechanical stresses. The open-weave construction allows flexibility while providing significant mechanical strength. This reinforcement prevents small cuts or punctures in the outer sheath from propagating into the cable's electrical components.
The composite screen system contributes to mechanical protection through its copper braiding component. The braided construction provides significant tensile strength and helps maintain cable integrity under stretching forces. The integration of polyester yarn within the braiding adds flexibility while maintaining mechanical strength.
Internal construction features, including the elastomer centre filler, help maintain cable geometry under mechanical stress. This filler prevents internal components from shifting position during flexing or external loading, maintaining electrical characteristics and preventing internal damage.
Question 4: Can Type 450 cables withstand complete submersion in mining environments containing coal dust, mud, and water?
Water ingress represents a significant concern for mining cables, particularly in operations subject to seasonal flooding or high-pressure washing procedures. Type 450 cables incorporate several design features that provide water resistance, though complete submersion requires careful evaluation of specific conditions.
The EPR insulation system provides excellent water resistance through its chemical composition and physical properties. Unlike some insulation materials that can absorb water over time, EPR maintains its electrical properties even after water exposure. The semiconductive screens also resist water absorption, maintaining their electrical characteristics.
The extra-heavy duty PCP sheath creates the primary water barrier. PCP demonstrates excellent water resistance and maintains its sealing properties across a wide temperature range. However, mechanical damage to the sheath can create water ingress points that compromise the cable's performance.
Sealed construction at terminations and joints becomes critical for applications involving water exposure. Proper termination techniques using appropriate sealing compounds and environmental protection ensure that water cannot enter the cable through end connections. Regular inspection and maintenance of terminations helps prevent water-related failures.
For applications involving frequent or prolonged submersion, additional protection measures might include protective conduits, improved drainage systems, or selection of enhanced sheath materials. Some operations implement regular electrical testing schedules for cables subject to water exposure to detect any degradation before it affects system reliability.
Question 5: How do the screening systems prevent electrical interference while maintaining pilot conductor isolation?
Electromagnetic compatibility represents a critical concern in modern mining operations with numerous electronic control systems operating in close proximity. Type 450 cables incorporate sophisticated screening systems designed to minimise electromagnetic interference while maintaining signal integrity for control and communication circuits.
The semiconductive screening system creates a controlled electrical environment around each power conductor. These screens provide low-impedance return paths for electromagnetic currents, preventing them from radiating into the surrounding environment. The semiconductive material allows controlled current flow while maintaining insulation integrity between power conductors.
The composite screen system, combining copper braiding with semiconductive tape, provides comprehensive electromagnetic shielding for the entire cable. The copper braiding offers low resistance paths for electromagnetic currents while providing mechanical protection. The braided construction maintains shielding effectiveness even during cable flexing, unlike solid screen materials that can crack under repeated movement.
Pilot conductor isolation employs separate EPR insulation to maintain signal integrity despite the presence of high-power conductors within the same cable. The EPR insulation provides excellent dielectric properties that prevent interference from power conductors while maintaining flexibility for mining applications. The pilot conductor's position within the cable assembly, surrounded by earthed screens, provides additional isolation from external electromagnetic sources.
Proper system earthing becomes essential for effective screening performance. The interstitial earth conductors provide low-resistance connections between the cable screens and system earth, ensuring that electromagnetic currents have proper return paths. Inadequate earthing can compromise screening effectiveness and lead to interference problems.
Question 6: How do tinned copper components and PCP sheath materials resist corrosion in tropical mining environments?
Corrosion resistance becomes particularly important in tropical mining regions where high humidity, salt air, and chemical contamination create aggressive environments for electrical equipment. The material selection in Type 450 cables addresses these corrosion challenges through careful engineering choices.
Tinned copper conductors provide superior corrosion resistance compared to bare copper alternatives. The tin coating creates a protective barrier that prevents oxygen and moisture from reaching the underlying copper, even in high-humidity environments. This protection remains effective even if the cable sheath is damaged, providing an additional safety margin.
The tin coating also provides galvanic protection in mixed-metal environments. Mining operations often involve steel structures and aluminium equipment that can create galvanic cells in the presence of moisture. Tinned copper reduces the galvanic potential differences, minimising corrosion risks.
PCP sheath material demonstrates excellent resistance to atmospheric corrosion and chemical attack. The chlorinated structure provides inherent resistance to oxidation and maintains its protective properties across a wide range of chemical exposures. Unlike some polymer materials that can become brittle with age, PCP maintains its flexibility and protective characteristics throughout its service life.
For particularly aggressive environments, such as coastal mining operations or sites with high sulphur content, the enhanced CSP sheath option provides additional chemical resistance. CSP materials resist attack from acids, alkalis, and other aggressive chemicals that might be encountered in specific mining environments.
Regular inspection and maintenance practices help maximise corrosion resistance. Visual inspection of sheath condition, electrical testing of conductor integrity, and proper cleaning of terminations all contribute to long-term corrosion resistance. Understanding the specific environmental conditions at each site helps establish appropriate maintenance schedules and protection measures.
Summary and Recommendations: Optimising Cable Selection and Performance
The Type 450 cable series represents a sophisticated engineering solution specifically designed for the demanding requirements of Australian open-cut mining operations. Understanding the relationship between cable construction, environmental conditions, and operational requirements enables mining engineers to optimise cable selection and maximise system reliability.
The voltage range from 3.3kV to 33kV provides comprehensive coverage for virtually all open-cut mining equipment requirements. The Class 1 classification under AS/NZS 2802:2000 ensures compliance with Australian mining standards while providing the flexibility and durability required for reeling and trailing applications. This standardisation simplifies specification processes and ensures consistent performance expectations across different suppliers and installations.
The lightweight design philosophy incorporated into Type 450 cables provides significant operational advantages in mining applications. Reduced cable weight translates directly into improved equipment mobility, reduced mechanical stress on reeling systems, and enhanced overall system reliability. The copper screening system provides essential electromagnetic compatibility while maintaining the flexibility required for continuous movement applications.
Proper cable selection requires careful consideration of the specific application requirements, environmental conditions, and operational expectations. Operations like the Super Pit or Cadia require cables that can withstand continuous operation under extreme conditions while maintaining precise electrical characteristics for sophisticated control systems. The modular design approach of the Type 450 series allows selection of appropriate voltage ratings, conductor sizes, and sheath materials to match specific application requirements.
Regular inspection and maintenance practices represent critical factors in achieving optimal cable performance and service life. Electrical testing programs help identify developing problems before they cause system failures, while visual inspection helps detect mechanical damage and environmental degradation. Understanding the specific failure modes and degradation mechanisms helps establish appropriate maintenance schedules and replacement criteria.
Environmental factor consideration becomes increasingly important as mining operations expand into more challenging locations and environmental conditions become more extreme due to climate variations. Proper sheath selection, UV protection measures, and corrosion prevention strategies help ensure reliable performance throughout the cable's intended service life.
Compliance with AS/NZS standards ensures that Type 450 cables meet the rigorous safety and performance requirements of Australian mining operations. This compliance provides confidence in cable performance while ensuring compatibility with other system components and regulatory requirements. Regular updates to these standards reflect evolving industry requirements and technological developments.
Load profile matching represents another critical aspect of cable selection. Mining equipment often operates under variable load conditions with periods of high demand followed by reduced loading. Understanding these load patterns helps ensure appropriate conductor sizing and thermal management. The flexible construction and excellent thermal characteristics of Type 450 cables provide good performance under variable loading conditions.
Future considerations should include emerging technologies and changing operational requirements in mining applications. Electric vehicle charging systems, renewable energy integration, and advanced automation systems may create new requirements for mining cable systems. The fundamental design principles incorporated into Type 450 cables provide a solid foundation for addressing these evolving requirements while maintaining the reliability and durability essential for mining operations.
The investment in high-quality cable systems like Type 450 provides long-term economic benefits through reduced maintenance costs, improved system reliability, and extended service life. When evaluated against the total cost of ownership including installation, maintenance, and replacement costs, premium cable systems often provide superior economic value compared to lower-cost alternatives that may require more frequent replacement or maintenance.
By understanding the comprehensive technical characteristics, application requirements, and maintenance practices associated with Type 450 cables, mining operations can optimise their electrical infrastructure for maximum reliability, safety, and economic performance in Australia's demanding open-cut mining environment.
