
Type W Five-Conductor Round Portable Power Cable 2kV
Comprehensive guide to Type W five-conductor round portable power cable 2kV for mining equipment. Learn about applications, electrical parameters, construction, and troubleshooting for Australian mining operations.
6/13/202517 min read

Type W Five-Conductor Round Portable Power Cable 2kV
Introduction: The Backbone of Mobile Mining Operations
In the demanding world of underground mining and heavy industrial operations, reliable electrical infrastructure forms the lifeline that keeps massive machinery operational. Picture the scene: deep beneath the earth's surface, continuous miners tear through coal seams, drilling equipment penetrates rock faces, and shuttle cars transport materials through narrow tunnels. All of this equipment depends on robust electrical connections that can withstand the harsh realities of industrial environments whilst maintaining the flexibility needed for mobile operations.
The Type W five-conductor round portable power cable rated at 2kV represents a critical component in this electrical ecosystem. Unlike standard industrial cables designed for stationary installations, these specialised cables must endure constant movement, abrasion from rough surfaces, exposure to moisture and chemicals, and the mechanical stresses associated with heavy equipment operation. Understanding the intricacies of these cables becomes essential for anyone involved in mining operations, electrical maintenance, or industrial equipment specification.
This comprehensive examination will explore every aspect of Type W cables, from their fundamental construction principles to their real-world applications in Australian mining operations. We'll delve into the technical specifications that make these cables suitable for their demanding roles, examine the standards that govern their manufacture and installation, and address the practical challenges that mining professionals encounter in the field.
Applications and Use Cases: Where Type W Cables Excel
Primary Applications in Mobile Mining Equipment
The Type W five-conductor round portable power cable finds its primary application in powering mobile mining equipment, where the combination of high voltage capability, mechanical durability, and portability becomes absolutely critical. Let's explore these applications in detail to understand why this specific cable design has become the industry standard.
Continuous Miners: These formidable machines represent the cutting edge of underground coal extraction technology. Operating in confined spaces with limited ventilation, continuous miners must maintain reliable electrical connections whilst navigating through tunnels and around obstacles. The five-conductor configuration provides the necessary power distribution for the complex electrical systems that control cutting heads, conveyor systems, and propulsion mechanisms. The 2kV rating ensures adequate voltage levels for efficient power transmission over the extended cable runs often required in mining operations.
Drilling and Cutting Equipment: Underground drilling operations demand cables that can withstand the vibrations and movements associated with percussive drilling and cutting activities. The robust construction of Type W cables, particularly their reinforced jackets and flexible conductor design, makes them ideally suited for these applications. The cables must maintain electrical integrity even when subjected to the constant motion and positioning changes required as drilling equipment targets different locations within the mine structure.
Loading Machines and Material Handling Equipment: The efficient movement of extracted materials represents a critical bottleneck in mining operations. Loading machines equipped with Type W cables can operate reliably in the dusty, abrasive environments typical of material handling areas. The cable's resistance to abrasion and its ability to flex repeatedly without degradation ensures consistent power delivery to hydraulic systems, conveyor mechanisms, and control electronics.
AC Shuttle Cars: These specialised vehicles transport materials between mining faces and main conveyor systems, often operating in narrow tunnels with limited clearance. The portability aspect of Type W cables becomes particularly important in these applications, as the cables must be easily repositioned and reconnected as shuttle cars move between different work areas.
Why Type W Configuration Proves Superior
The designation "Type W" carries specific technical implications that make these cables particularly suitable for mining applications. Most significantly, Type W cables are engineered for environments where bare grounding conductors are neither required nor desired. This design philosophy stems from the recognition that exposed grounding conductors in mining environments face increased risk of damage from abrasion, moisture, and mechanical impact.
Traditional industrial cables often incorporate bare grounding conductors to provide equipment grounding and fault protection. However, in the mobile mining environment, these exposed conductors become vulnerable points that can compromise the entire electrical system. Type W cables address this concern by incorporating insulated grounding conductors within the cable assembly, providing the necessary safety functions whilst protecting these critical conductors from environmental damage.
The enhanced flexibility inherent in Type W design results from careful attention to conductor stranding, insulation materials, and overall cable construction. This flexibility proves essential when cables must be routed through confined spaces, around obstacles, and through areas where repeated flexing occurs during normal operation.
Extended Applications Beyond Mining
Whilst mining represents the primary application for Type W cables, their robust construction and versatile design make them suitable for other demanding industrial environments. Tunneling operations, whether for transportation infrastructure or utility installation, present similar challenges to those encountered in mining. The cables must withstand abrasive conditions, maintain flexibility for equipment positioning, and provide reliable power delivery in confined spaces.
Oil and gas field operations also benefit from Type W cable characteristics, particularly in drilling and extraction activities where mobile equipment operates in harsh environmental conditions. The chemical resistance provided by advanced jacket materials makes these cables suitable for environments where exposure to petroleum products and industrial chemicals represents a significant concern.


Construction and Electrical Characteristics: Engineering for Extreme Conditions
Understanding the construction details of Type W cables provides insight into how these components achieve their remarkable performance in demanding applications. Each element of the cable design reflects decades of engineering refinement aimed at optimising performance, durability, and safety in industrial environments.
Conductor Design and Materials
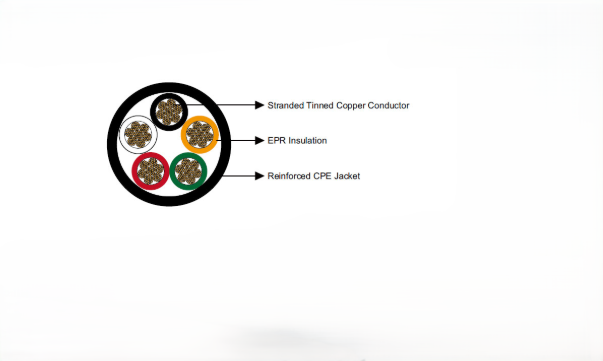
The foundation of any electrical cable lies in its conductor system, and Type W cables employ stranded annealed tinned copper conductors specifically engineered for flexibility and reliability. The choice of copper as the base material reflects its superior electrical conductivity, which minimises power losses and reduces heat generation during operation. The annealing process involves controlled heating and cooling that relieves internal stresses in the copper, resulting in improved flexibility and resistance to work hardening that could occur during repeated flexing.
The tinning process applies a thin layer of tin to the copper strands, providing several important benefits in the mining environment. Tin coating prevents oxidation of the copper surface, which could increase resistance and create hot spots during operation. Additionally, the tin coating improves the bond between copper conductors and other cable components, particularly the insulation system, resulting in improved long-term reliability.
The stranding configuration deserves particular attention, as it directly impacts cable flexibility and current-carrying capacity. Type W cables employ specific stranding patterns that balance flexibility requirements with electrical performance. Finer stranding generally improves flexibility but may increase manufacturing costs and slightly reduce current-carrying capacity due to increased surface area and potential for strand separation. The stranding configurations used in Type W cables represent optimised solutions that provide excellent flexibility whilst maintaining the electrical performance required for industrial applications.
Insulation System: EPR Technology
The insulation system in Type W cables utilises Ethylene Propylene Rubber (EPR), a thermosetting elastomer that provides exceptional electrical and mechanical properties for demanding applications. EPR insulation offers several critical advantages that make it particularly suitable for mining and industrial environments.
From an electrical perspective, EPR maintains excellent dielectric properties across a wide temperature range, ensuring reliable insulation performance even when cables operate near their maximum temperature ratings. The material exhibits low dielectric losses, which minimises heat generation within the insulation system and contributes to overall cable efficiency. EPR also demonstrates superior resistance to electrical stress and partial discharge activity, factors that become increasingly important in higher voltage applications like the 2kV rating of these cables.
The mechanical properties of EPR prove equally important in mobile applications. The material maintains flexibility across a broad temperature range, from the sub-zero conditions that might be encountered in some mining operations to the elevated temperatures generated by high current operation. This temperature stability ensures that cables remain manageable and don't become brittle or overly stiff under varying environmental conditions.
EPR also exhibits excellent resistance to abrasion, cut-through, and mechanical damage. In mining environments where cables may contact rough surfaces, sharp edges, or abrasive materials, this mechanical durability directly translates to improved reliability and extended service life.
Jacket Materials and Protection Systems
The outer jacket of Type W cables represents the first line of defence against environmental hazards, and the choice of Chlorinated Polyethylene (CPE) as the standard jacket material reflects its exceptional performance characteristics in demanding applications. CPE jacketing provides outstanding resistance to abrasion, chemicals, oils, and weathering, making it ideally suited for the harsh conditions encountered in mining operations.
The heavy-duty and extra-heavy-duty jacket options allow cable selection to be optimised for specific application requirements. Cables with nominal outside diameters exceeding 2.0 inches require extra-heavy-duty jackets to provide adequate protection for the larger conductor assemblies and to maintain proper mechanical properties under the increased stresses associated with larger, heavier cables.
The availability of alternative jacket materials including CSP (Chlorosulfonated Polyethylene), PCP (Polychloroprene), NBR (Nitrile Butadiene Rubber), and PVC (Polyvinyl Chloride) allows customisation for specific environmental conditions. Each material offers distinct advantages: CSP provides excellent ozone and weather resistance, PCP offers superior flexibility at low temperatures, NBR excels in oil and fuel resistance, and PVC provides cost-effective protection for less demanding applications.
The optional two-layer jacket construction with reinforcing fibre represents an advanced protection system for the most demanding applications. This configuration places a layer of reinforcing material, typically textile fibres or synthetic filaments, between two jacket layers. The reinforcing layer provides additional mechanical protection against cuts, tears, and abrasion whilst maintaining cable flexibility. This construction proves particularly valuable in applications where cables must be dragged across rough surfaces or where sharp objects pose a significant threat to cable integrity.

Technical Specifications: Translating Engineering into Performance
The technical specifications of Type W cables represent the quantitative translation of engineering principles into measurable performance parameters. Understanding these specifications enables proper cable selection and ensures that installations meet both electrical performance requirements and safety standards.
Voltage and Temperature Ratings
The 2kV voltage rating indicates the maximum line-to-line voltage for which the cable has been designed and tested. This rating encompasses not only the steady-state operating voltage but also considers transient overvoltages that may occur during normal system operation, such as those associated with motor starting or switching operations. The 2kV rating provides adequate margin for typical mining equipment operating voltages whilst ensuring reliable insulation performance throughout the cable's service life.
The maximum conductor operating temperature of 90°C represents a critical parameter that directly impacts current-carrying capacity and service life. This temperature rating reflects the thermal properties of the EPR insulation system and the copper conductors. Operating at or near the maximum temperature rating maximises the cable's current-carrying capacity but may reduce service life due to accelerated ageing of materials. Conversely, operating at temperatures well below the maximum rating extends service life but may require larger conductor sizes to carry the same current.
The relationship between temperature and current capacity follows well-established engineering principles. As conductor temperature increases, electrical resistance also increases, leading to higher power losses and additional heating. The ampacity ratings provided in technical specifications assume specific ambient temperature conditions (typically 40°C) and installation methods. Variations from these conditions require ampacity adjustments to ensure safe operation.
Mechanical Properties and Installation Considerations
The minimum bending radius specification of 6 times the cable's outer diameter represents a critical installation parameter that directly impacts cable reliability and service life. This specification derives from mechanical analysis of the stresses developed in cable components during bending. Exceeding the minimum bending radius can result in damage to conductors, insulation, or jacket materials that may not be immediately apparent but can lead to premature failure.
Understanding the physics behind bending radius limitations helps explain why this specification is so important. When a cable bends, the materials on the inside of the bend experience compression whilst those on the outside experience tension. If the bending radius becomes too small, these stresses can exceed the mechanical limits of the materials, resulting in cracking of insulation, separation of jacket materials, or breakage of conductor strands.
The weight specifications provided for different cable sizes have practical implications for installation and support requirements. Heavier cables require more robust support systems and may necessitate additional personnel or equipment for installation and repositioning. The weight per unit length also affects the mechanical stresses on connections and terminations, particularly in applications where cables may be suspended or subjected to dynamic loading.
Ampacity Calculations and Current-Carrying Capacity
The ampacity ratings provided in technical specifications represent the maximum current that cables can carry continuously under specified conditions without exceeding their temperature ratings. These calculations follow established industry standards, particularly ICEA S-75-381, which provides standardised methods for determining current-carrying capacity based on conductor size, insulation type, ambient conditions, and installation methods.
The standard conditions assumed in ampacity calculations include a conductor temperature of 90°C and an ambient air temperature of 40°C. These conditions represent typical industrial environments but may not reflect the actual conditions in specific mining operations. Underground mining environments often experience elevated ambient temperatures due to geothermal heating, equipment operation, and limited ventilation. These elevated ambient temperatures reduce the temperature difference available for heat dissipation, thereby reducing the allowable current-carrying capacity.
Proper ampacity determination requires consideration of several factors beyond the basic cable specifications. Installation methods significantly impact heat dissipation characteristics. Cables installed in free air generally have higher ampacity ratings than those installed in conduits, cable trays, or buried installations where heat dissipation is more restricted. Grouping multiple cables together also reduces ampacity due to mutual heating effects.
Compliance and Standards: Ensuring Safety and Reliability
The electrical cable industry operates within a framework of rigorous standards designed to ensure safety, reliability, and interoperability. Type W cables must comply with multiple standards that address different aspects of their design, construction, and performance characteristics.
Industry Standards and Testing Requirements
ICEA S-75-381 and NEMA WC 58 represent the primary industry standards governing portable power cables used in mining and industrial applications. These standards establish detailed requirements for materials, construction methods, electrical performance, and testing procedures. Compliance with these standards ensures that cables meet minimum performance requirements and provides confidence in their suitability for demanding applications.
The International Association of Electrical and Electronics Engineers (ICEA) Standard S-75-381 specifically addresses portable and power feeder cables rated 2001 volts to 35,000 volts. This standard covers construction requirements, electrical performance criteria, and test methods for cables used in mining, industrial, and commercial applications. The standard specifies requirements for conductor materials and construction, insulation systems, jacket materials, marking requirements, and performance testing.
NEMA WC 58, published by the National Electrical Manufacturers Association, provides complementary requirements that focus on manufacturing standards and quality assurance procedures. This standard addresses manufacturing tolerances, quality control procedures, and documentation requirements that ensure consistent product quality across different manufacturers.
Material Standards and Quality Assurance
ASTM B172 and ASTM B33 establish requirements for the copper conductor materials used in Type W cables. These standards specify the purity, mechanical properties, and electrical characteristics required for copper conductors in electrical applications. ASTM B172 specifically addresses tinned copper conductors, establishing requirements for the tin coating thickness, adhesion, and corrosion resistance properties.
The importance of these material standards becomes apparent when considering the demanding operating conditions faced by mining cables. Conductor materials must maintain their electrical and mechanical properties throughout repeated thermal cycling, mechanical flexing, and exposure to environmental contaminants. The standards establish test procedures that verify these performance characteristics under controlled laboratory conditions.
ASTM B33 provides specifications for tin-coated copper wire, addressing the coating process, thickness requirements, and quality control procedures. The tin coating serves multiple functions in cable applications, including corrosion protection, improved solderability, and enhanced bonding with insulation materials. The standard ensures that these benefits are realised through proper coating procedures and quality control measures.
Canadian Compliance and International Recognition
CAN/CSA C22.2 No. 96 represents the Canadian standard for flexible cords and cables, providing requirements that align with international practices whilst addressing specific Canadian regulatory requirements. This standard covers construction requirements, performance specifications, and testing procedures for flexible cables used in various applications.
The inclusion of Canadian compliance reflects the international nature of the mining industry and the need for equipment and materials that can be used across different regulatory jurisdictions. Mining companies often operate in multiple countries and benefit from standardised equipment specifications that facilitate procurement, maintenance, and operational procedures.
International standards harmonisation efforts continue to reduce barriers to trade whilst maintaining safety and performance requirements. Type W cables that comply with multiple international standards provide flexibility for global mining operations and reduce the complexity associated with managing different specifications for similar applications.

Frequently Asked Questions: Addressing Real-World Mining Challenges
The practical application of Type W cables in mining environments generates numerous questions related to performance, installation, maintenance, and troubleshooting. These frequently asked questions reflect the real-world challenges faced by mining professionals and provide insights into best practices for cable selection and application.
Environmental Durability and Handling
Question: Can Type W cables withstand the rough handling typical of underground mining environments?
The robust construction of Type W cables specifically addresses the demanding handling requirements of mining operations. The heavy-duty and extra-heavy-duty CPE jacketing provides exceptional resistance to abrasion, impact, and mechanical damage. The jacket material maintains its protective properties even when subjected to dragging across rough surfaces, contact with sharp rocks, and impact from mining equipment.
The optional dual-jacket construction with fibre reinforcement provides additional protection for the most demanding applications. This construction places a layer of synthetic reinforcing fibres between two jacket layers, creating a composite structure that distributes mechanical stresses and resists cut-through damage. The reinforcing fibres also provide additional tensile strength that helps prevent jacket separation during cable pulling operations.
However, even the most robust cable construction has limitations, and proper handling procedures remain essential for maximising service life. Training personnel in proper cable handling techniques, providing adequate support during installation, and implementing regular inspection procedures all contribute to reliable cable performance in demanding environments.
Chemical and Moisture Resistance
Question: How do Type W cables perform when exposed to water, oils, and chemical contaminants common in mining operations?
The material selection in Type W cables specifically addresses the chemical exposure risks encountered in mining environments. The EPR insulation system provides excellent resistance to water absorption, maintaining its electrical integrity even in high-humidity environments or when subjected to direct water contact. This moisture resistance proves critical in underground mining operations where water infiltration, condensation and high humidity levels are common challenges.
The CPE jacket material offers broad chemical resistance, including resistance to oils, fuels, and many industrial chemicals encountered in mining operations. This chemical resistance helps maintain jacket integrity and prevents degradation that could compromise the cable's protective properties. The material also resists swelling and softening when exposed to petroleum-based products, maintaining its mechanical properties under chemical exposure conditions.
For applications with specific chemical exposure risks, alternative jacket materials such as PCP or NBR can provide enhanced resistance to particular chemical families. PCP jacketing offers superior resistance to ozone and weathering, whilst NBR provides exceptional resistance to oils and petroleum products. The availability of these alternative materials allows cable selection to be optimised for specific environmental conditions.
Installation and Bending Limitations
Question: Can Type W cables accommodate the tight bends required in narrow mining tunnels and confined equipment spaces?
The flexibility of Type W cables represents one of their key advantages for mining applications, but this flexibility operates within specific limitations defined by the minimum bending radius specification. The 6×OD minimum bending radius reflects the mechanical properties of the cable construction and the need to prevent damage to internal components during installation and operation.
Understanding the physics of cable bending helps explain why these limitations exist and why they must be respected. When cables bend beyond their minimum radius, the insulation materials on the outside of the bend experience tensile stresses that can exceed their mechanical limits, potentially leading to cracking or separation. Similarly, excessive bending can cause conductor strands to separate or break, compromising electrical integrity.
For applications requiring routing through extremely confined spaces, careful planning becomes essential. Installation procedures may need to incorporate intermediate support points, gradual direction changes, or specialised cable management systems that maintain proper bending radii whilst accommodating space constraints. In some cases, alternative cable configurations or installation methods may be necessary to meet both space limitations and cable specifications.
Grounding and Electrical Safety
Question: What grounding arrangements are required for Type W cables, and how do they differ from other industrial cable types?
Type W cables are specifically designed for applications where bare grounding conductors are not required or desired, representing a fundamental difference from many other industrial cable types. This design philosophy stems from recognition that bare grounding conductors in mobile mining applications face increased risk of damage from abrasion, moisture, and mechanical impact.
Instead of relying on bare grounding conductors, Type W cables incorporate insulated grounding conductors within the cable assembly. This approach provides the necessary equipment grounding and fault protection functions whilst protecting these critical conductors from environmental damage. The insulated grounding conductors are sized and constructed to the same standards as the power conductors, ensuring reliable performance in fault conditions.
The electrical safety implications of this design approach require understanding during system design and installation. Proper termination of the insulated grounding conductors becomes critical for maintaining equipment safety and system fault protection. Installation procedures must ensure that grounding conductors are properly connected at all termination points and that the integrity of these connections is maintained throughout the cable's service life.
Damage Assessment and Repair Procedures
Question: What procedures should be followed if Type W cables are damaged during mining operations?
Cable damage in mining operations represents a serious safety concern that requires immediate attention and proper response procedures. The high voltage and current levels associated with mining equipment create significant risks if damaged cables remain in service. Proper damage assessment and response procedures are essential for maintaining safe working conditions.
When cable damage is suspected or observed, the first priority involves de-energising the affected circuit and implementing lockout/tagout procedures to prevent inadvertent re-energisation. Visual inspection can identify obvious damage such as jacket cuts, conductor exposure, or mechanical deformation, but internal damage may not be immediately apparent. Electrical testing using appropriate instruments can identify insulation damage or conductor faults that may not be visible externally.
Minor jacket damage that does not penetrate to the insulation layer may be repairable using appropriate sealing compounds and protective wrapping materials. However, any damage that exposes conductors or compromises insulation integrity typically requires cable replacement. Temporary repairs may be possible in emergency situations, but these should be considered only as short-term measures pending proper cable replacement.
The decision between repair and replacement must consider safety implications, repair reliability, and long-term operational requirements. In critical applications where cable failure could result in significant operational disruption or safety hazards, replacement with new cable often represents the most prudent approach.
Performance Monitoring and Preventive Maintenance
Question: What monitoring and maintenance procedures help ensure continued reliability of Type W cables in mining applications?
Proactive monitoring and maintenance programs play crucial roles in maximising Type W cable reliability and preventing unexpected failures that could disrupt mining operations. These programs should address both the electrical performance and mechanical condition of cables throughout their service life.
Regular visual inspections represent the foundation of effective cable maintenance programs. These inspections should focus on jacket condition, looking for signs of abrasion, cuts, chemical attack, or mechanical damage. Connection points require particular attention, as these areas often experience higher stress levels and may show early signs of deterioration. Documentation of inspection findings helps track cable condition over time and identify developing problems before they result in failures.
Electrical testing procedures can identify developing problems that may not be apparent through visual inspection alone. Insulation resistance testing helps assess the condition of the insulation system and can identify moisture infiltration or insulation degradation. High-potential testing can reveal insulation weaknesses that might lead to future failures, though this testing must be performed carefully to avoid damaging cables that are otherwise in good condition.
Thermal monitoring during operation can identify developing problems such as loose connections, overloading, or internal damage that increases resistance. Infrared thermography provides a non-invasive method for identifying hot spots that may indicate developing problems. Regular monitoring of operating temperatures also helps ensure that cables are not being operated beyond their design limits.
Conclusion: Excellence in Engineering for Extreme Environments
The Type W five-conductor round portable power cable rated at 2kV represents the culmination of decades of engineering refinement aimed at meeting the demanding requirements of mobile mining equipment. Every aspect of these cables, from the selection of conductor materials to the design of protective jacketing systems, reflects careful consideration of the extreme operating conditions encountered in mining environments.
The technical specifications and performance characteristics of Type W cables provide mining professionals with reliable solutions for powering critical equipment in challenging environments. The combination of electrical performance, mechanical durability, and environmental resistance makes these cables ideally suited for applications where conventional industrial cables would quickly fail.
Understanding the construction details, application requirements, and performance limitations of Type W cables enables proper selection and installation procedures that maximise reliability and service life. The compliance with rigorous industry standards provides confidence in the safety and performance characteristics of these critical components.
The practical insights provided through addressing frequently asked questions reflect the real-world challenges faced by mining professionals and highlight the importance of proper cable selection, installation, and maintenance procedures. These considerations become increasingly important as mining operations push into more challenging environments and demand higher levels of reliability from electrical infrastructure.
Looking forward, the continued evolution of mining technology and equipment will place ever-greater demands on electrical infrastructure components. Type W cables will undoubtedly continue to evolve, incorporating new materials and construction techniques that further improve their performance in demanding applications. However, the fundamental principles of robust construction, environmental resistance, and reliable electrical performance will remain the cornerstone of effective cable design for mining applications.
For Australian mining operations, where the combination of demanding geological conditions, strict safety requirements, and operational excellence standards create particularly challenging environments, Type W cables provide proven solutions that support safe and efficient operations. The investment in proper cable selection and installation pays dividends through reduced downtime, improved safety performance, and enhanced operational reliability that ultimately contributes to the success of mining operations across the continent.

