
Type W Four-Conductor Round Portable Power Cable 2 kV
Discover everything about Type W four-conductor round portable power cable 2 kV - from mining applications to construction specs, safety standards, and maintenance tips for heavy-duty industrial use.
6/13/202522 min read

Type W Four-Conductor Round Portable Power Cable 2 kV
Introduction: The Backbone of Mobile Industrial Power
In the demanding world of industrial operations, where massive machines move through challenging environments and reliability can mean the difference between productivity and catastrophic downtime, specialized equipment becomes absolutely critical. Among these essential components, the Type W four-conductor round portable power cable rated at 2 kV stands as a true engineering marvel that most people never see but millions depend on daily.
Think of this cable as the circulatory system for mobile industrial equipment. Just as your body needs blood vessels that can bend, stretch, and deliver vital nutrients to every moving part, heavy industrial machinery requires power cables that can follow equipment through the most punishing conditions while maintaining safe, reliable electrical connections. The Type W four-conductor round portable power cable 2 kV represents decades of engineering refinement specifically designed to meet these extraordinary demands.
This isn't your typical extension cord or even a standard industrial cable. The Type W designation indicates a cable built to UL standards for portable power applications up to 2,000 volts, with four separate conductors housed within a single, incredibly durable outer jacket. The significance of this design becomes clear when you consider that this cable must deliver substantial electrical power while being dragged through mud, exposed to chemicals, bent around tight corners, and subjected to crushing forces that would destroy ordinary cables in minutes.
The importance of these cables extends far beyond their immediate function. In mining operations, a cable failure can shut down entire production lines, potentially costing hundreds of thousands of dollars per hour. In construction sites, reliable power delivery ensures that massive cranes and earth-moving equipment can operate safely around workers. In entertainment venues, these cables enable the complex lighting and sound systems that create memorable experiences for audiences worldwide.
Understanding the Type W four-conductor round portable power cable 2 kV means appreciating how engineers have solved the fundamental challenge of mobile power delivery. This involves balancing competing demands: the cable must be flexible enough to follow moving equipment, yet robust enough to withstand industrial abuse. It must conduct electricity safely at high voltages while protecting operators from electrical hazards. It must resist environmental damage while remaining cost-effective enough for widespread industrial use.
Applications and Use Cases: Where Reliability Meets Reality
The Type W four-conductor round portable power cable 2 kV finds its most demanding applications in environments where failure simply isn't an option. Mining operations represent perhaps the most challenging use case, where these cables must perform flawlessly in conditions that would quickly destroy lesser equipment.
Consider the continuous miner, a massive machine that literally eats through coal seams deep underground. This equipment must move constantly, following the coal vein as it cuts through rock and earth. Traditional fixed wiring would be impossible, as the machine needs to navigate tight turns, climb inclines, and operate in spaces barely large enough to accommodate its bulk. The Type W cable becomes the lifeline that connects this mobile powerhouse to the electrical grid, delivering the substantial current needed to power cutting heads, conveyor systems, and hydraulic controls.
The challenge becomes even more complex when you consider the environment these cables must survive. Underground mining operations involve constant exposure to moisture, abrasive dust, and potentially explosive atmospheres. The cables must resist not only mechanical damage from being dragged across rough surfaces but also chemical attack from groundwater and mining chemicals. They must maintain their insulation properties even when subjected to temperature extremes and crushing forces from rock falls or heavy equipment passage.
Shuttle cars present another fascinating application. These are essentially underground locomotives that transport freshly mined coal from the continuous miner to conveyor systems. Unlike surface vehicles, these machines operate in confined spaces where every cable must be carefully managed to prevent entanglement or damage. The Type W cable's flexible construction allows it to coil and uncoil smoothly as the shuttle car moves, while its robust jacket protects against the constant flexing that would quickly fatigue a rigid cable.
Loading machines and drilling equipment introduce additional complexity. These machines must often work in tight spaces where cables may be pinched, bent to extreme angles, or subjected to crushing forces. The Type W cable's construction, with its carefully engineered insulation and jacket materials, provides the durability needed to survive these harsh conditions while maintaining safe electrical connections.
Beyond mining, the construction industry relies heavily on these cables for mobile cranes, concrete pumps, and large earthmoving equipment. A mobile crane on a construction site must be able to move around obstacles while maintaining power connections for its lifting mechanisms, rotation systems, and operator controls. The Type W cable enables this mobility while ensuring that the massive electrical loads required for heavy lifting are delivered safely and reliably.
The entertainment industry presents yet another unique application. Large concert venues, film sets, and theatrical productions require flexible power distribution systems that can be quickly reconfigured for different shows or scenes. The Type W cable's portability and durability make it ideal for powering stage lighting systems, sound equipment, and special effects machinery that must be moved frequently and operate reliably under demanding conditions.
Industrial facilities use these cables for temporary power distribution during maintenance shutdowns, equipment relocations, or facility expansions. The ability to quickly deploy reliable high-voltage power without permanent installation makes the Type W cable invaluable for maintaining operations during infrastructure changes.
One crucial aspect that sets Type W cables apart from other portable power solutions is their design for applications where bare grounding conductors are not required or desired. This makes them particularly suitable for mobile equipment where traditional grounding methods would be impractical or potentially dangerous. The four-conductor design allows for three power conductors plus a grounding conductor, all protected within the same outer jacket.


Standards and Certifications: The Foundation of Safety
The Type W four-conductor round portable power cable 2 kV doesn't exist in a regulatory vacuum. Instead, it represents the culmination of decades of safety standards development, rigorous testing protocols, and industry-wide cooperation to ensure that these critical components meet the highest possible safety and performance standards.
The foundation of these standards begins with ICEA S-75-381 and its companion standard NEMA WC-58. The Insulated Cable Engineers Association (ICEA) developed these standards specifically to address the unique challenges of portable power cables in industrial environments. Unlike standards for fixed installation cables, these specifications recognize that portable cables must withstand constant movement, environmental exposure, and mechanical stress while maintaining their electrical and safety properties.
These standards establish everything from the minimum conductor sizes and insulation thickness to the testing procedures that every cable must pass before it can carry the Type W designation. The testing requirements are particularly demanding, involving thousands of bend cycles, exposure to chemicals and extreme temperatures, and rigorous electrical testing under various load conditions. This comprehensive approach ensures that cables meeting these standards will perform reliably in real-world applications.
The UL Type W certification represents another crucial layer of safety assurance. Underwriters Laboratories has established specific requirements for portable power cables rated up to 2 kV, with operating temperatures up to 90°C. This certification process involves not only testing the finished cable but also evaluating the manufacturing processes, quality control systems, and ongoing monitoring procedures used by cable manufacturers.
For mining applications, MSHA approval becomes absolutely critical. The Mine Safety and Health Administration recognizes that mining environments present unique hazards, including the potential for explosive atmospheres, extreme mechanical stress, and challenging environmental conditions. MSHA-approved cables must demonstrate that they can operate safely in these demanding conditions without creating additional hazards for mine workers.
The significance of MSHA approval extends beyond simple regulatory compliance. Mining operations typically involve insurance requirements, worker safety protocols, and operational procedures that depend on using only approved equipment. A cable that lacks MSHA approval cannot be used in most mining applications, regardless of its technical capabilities.
ASTM standards B-172 and B-33 address the conductor materials and construction methods used in these cables. ASTM B-172 specifies the requirements for rope-lay stranded copper conductors, which are essential for the flexibility needed in portable applications. Unlike solid conductors or simple stranded conductors, rope-lay construction involves multiple layers of strands wound in opposite directions, creating a conductor that can flex repeatedly without breaking.
ASTM B-33 covers the tinning process used to protect copper conductors from corrosion. In portable cable applications, where the cable may be exposed to moisture and chemicals, tinned copper conductors provide significantly better long-term reliability than bare copper. The tinning process must be carefully controlled to ensure proper coverage and adhesion without affecting the conductor's electrical properties.
Canadian standards CSA C22.2 No. 96 provide additional requirements for cables used in Canadian mining and industrial operations. These standards often incorporate lessons learned from specific Canadian operating conditions, including extreme cold weather performance and compatibility with Canadian electrical systems and safety practices.
The interaction between these various standards creates a comprehensive framework that addresses every aspect of cable design, manufacturing, testing, and application. Manufacturers must demonstrate compliance with all applicable standards, and this compliance must be maintained through ongoing quality control and periodic retesting.
Understanding these standards helps explain why Type W cables command premium prices compared to general-purpose cables. The extensive testing, quality control, and certification processes required to meet these standards represent significant investments by manufacturers, but they also ensure that the cables will perform reliably in the most demanding applications.
Mechanical and Electrical Construction: Engineering Excellence in Every Detail
The construction of a Type W four-conductor round portable power cable 2 kV represents a masterclass in electrical engineering, where every component must work in harmony to deliver reliable performance under extreme conditions. Understanding this construction requires examining each layer of the cable, from the innermost conductor to the outermost protective jacket.
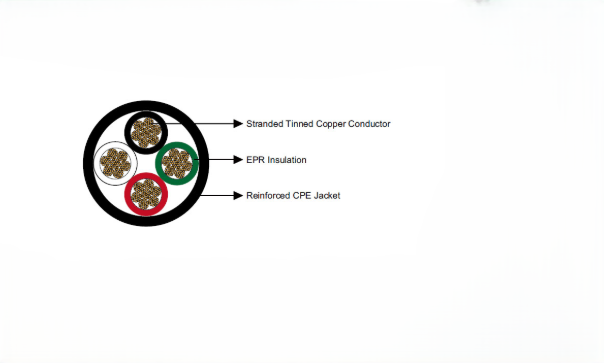
The journey begins with the conductors themselves, which must carry substantial electrical current while maintaining flexibility through thousands of bend cycles. The conductors use fully annealed, stranded copper in a rope-lay configuration. Annealing is a heat treatment process that removes the work hardening that occurs during wire drawing, making the copper more flexible and less prone to breakage during repeated bending.
The stranding pattern represents sophisticated engineering. Rather than simply bundling individual copper wires together, rope-lay construction involves multiple layers of strands wound in alternating directions. For example, a 4×2 AWG cable uses 259 individual copper strands per conductor, carefully arranged to distribute mechanical stress evenly throughout the conductor cross-section. This construction allows the conductor to bend repeatedly without individual strands breaking due to stress concentration.
Tinning adds another layer of protection and functionality. Each individual copper strand receives a thin coating of tin through an electrochemical process. This tinning serves multiple purposes: it prevents corrosion of the copper, improves the bond between the conductor and insulation, and maintains electrical conductivity even in harsh environments. The tinning process must be carefully controlled to ensure uniform coverage without creating thick spots that could affect flexibility.
The insulation system represents perhaps the most critical component of the cable's construction. Ethylene Propylene Rubber (EPR) insulation provides the electrical barrier that prevents current from flowing between conductors or to ground. This material choice reflects careful consideration of multiple factors including electrical properties, chemical resistance, and mechanical durability.
EPR insulation offers several advantages over alternative materials. It maintains its insulation properties across a wide temperature range, from -40°C to +90°C, ensuring reliable operation in both arctic conditions and high-temperature industrial environments. The material resists ozone degradation, which is crucial for cables that may be exposed to electrical equipment that generates ozone during operation.
Chemical resistance becomes particularly important in mining and industrial applications. EPR insulation resists attack from oils, fuels, and many industrial chemicals that could degrade other insulation materials. This resistance ensures that the cable maintains its electrical properties even when exposed to hydraulic fluids, lubricants, or chemical spills common in industrial environments.
The insulation thickness varies with conductor size and voltage rating. For 2 kV applications, the insulation must be thick enough to provide adequate dielectric strength while remaining flexible enough for portable applications. The specifications call for insulation thickness ranging from 0.06 inches on smaller conductors to 0.095 inches on larger sizes, with each thickness carefully calculated to provide proper electrical clearance with appropriate safety margins.
The jacket system provides the cable's primary defense against environmental and mechanical damage. Chlorinated Polyethylene (CPE) offers an excellent combination of properties for portable cable applications. This material provides outstanding resistance to abrasion, cuts, and punctures while maintaining flexibility across a wide temperature range.
CPE jackets resist degradation from ultraviolet light, making them suitable for outdoor applications where cables may be exposed to sunlight. The material also resists attack from oils, fuels, and many industrial chemicals, providing protection for the internal components even when the cable is exposed to chemical spills or contaminated environments.
The jacket thickness varies with cable size, reflecting the different mechanical stresses that larger cables must withstand. Smaller cables typically use 0.125 to 0.170-inch jacket thickness, while larger cables may require 0.280 inches or more. Cables with nominal outside diameters exceeding 2.0 inches require extra-heavy-duty jackets to withstand the increased mechanical forces associated with larger cable sizes.
The manufacturing process requires precise control to ensure that each layer bonds properly with adjacent layers. The insulation must adhere to the conductor without voids or contamination that could create electrical weak points. The jacket must bond to the insulation core to prevent water ingress while maintaining the flexibility needed for portable applications.
Quality control during manufacturing involves continuous monitoring of dimensions, electrical properties, and mechanical characteristics. Finished cables undergo rigorous testing including high-voltage tests to verify insulation integrity, flexibility tests to ensure proper bend performance, and environmental tests to confirm resistance to temperature extremes and chemical exposure.
Electrical Parameters: Power Delivery in Demanding Conditions
The electrical performance of Type W four-conductor round portable power cable 2 kV reflects sophisticated engineering that balances power delivery capability with safety requirements and practical application needs. Understanding these electrical parameters requires examining how the cable behaves under various operating conditions and load requirements.
The 2 kV voltage rating represents the maximum voltage that the cable can safely handle under normal operating conditions. This rating provides substantial capability for industrial applications while remaining within voltage ranges that can be safely managed with standard industrial equipment and safety procedures. The 2 kV rating makes these cables suitable for medium-voltage distribution systems commonly used in mining and heavy industrial applications.
The voltage rating reflects extensive testing of the insulation system under various stress conditions. The EPR insulation must withstand not only the nominal operating voltage but also voltage surges, transients, and other electrical stresses that occur in real-world applications. The testing includes both AC and DC voltage tests, impulse voltage tests to simulate lightning strikes or switching surges, and long-term aging tests to ensure that the insulation maintains its properties over the cable's expected service life.
Temperature ratings represent another critical electrical parameter. The cable is rated for continuous operation at conductor temperatures up to 90°C, with ambient air temperatures up to 40°C. This temperature capability reflects the thermal properties of both the conductor and insulation materials, as well as the cable's ability to dissipate heat generated by electrical current flow.
The relationship between temperature and electrical performance becomes particularly important in portable applications. Unlike fixed cables that may be installed in controlled environments, portable cables must operate reliably across a wide range of ambient temperatures. The -40°C to +90°C operating range ensures that the cable can function in arctic mining operations as well as hot industrial environments.
Current carrying capacity, or ampacity, varies significantly with conductor size and represents one of the most important practical parameters for cable selection. The ampacity ratings are based on a conductor temperature of 90°C and an ambient air temperature of 40°C, following ICEA S-75-381 standards. These ratings provide conservative values that ensure safe operation under specified conditions.
For smaller conductor sizes, the ampacity ratings reflect the physical limitations of the copper conductor. A 4×8 AWG cable carries 54 amperes, while a 4×6 AWG cable handles 72 amperes. As conductor sizes increase, the ampacity ratings grow substantially, with a 4×2 AWG cable handling 122 amperes and larger sizes carrying even more current.
The largest standard size, 4×500 kcmil, carries 395 amperes, representing substantial power delivery capability. This size cable can deliver nearly 800 kW of power at 2 kV, sufficient to operate large industrial equipment including continuous miners, large cranes, and industrial processing equipment.
Understanding ampacity ratings requires recognizing that these values represent continuous operating conditions. Many industrial applications involve intermittent loads, starting currents, and other factors that may affect the actual current carrying requirements. The ampacity ratings provide a conservative baseline that ensures safe operation under steady-state conditions.
The cable's electrical performance also depends on proper installation and handling practices. The minimum bending radius of 6 times the cable's overall diameter ensures that the conductor geometry remains stable and that the insulation system is not stressed beyond its design limits. Tighter bend radii can cause conductor distortion, insulation damage, or premature failure.
Electrical resistance varies with conductor size and temperature, affecting both power delivery efficiency and heat generation. Larger conductors have lower resistance, reducing power losses and voltage drop over long cable runs. This becomes particularly important in mining applications where cables may extend hundreds of feet from the power source to the equipment.
The four-conductor design provides flexibility in electrical system configuration. Three conductors can carry three-phase power while the fourth conductor provides grounding, or the cable can be configured for single-phase power with neutral and grounding conductors. This flexibility makes the cable suitable for various electrical system designs and equipment requirements.
Power factor considerations become important in applications involving motor loads or other reactive components. The cable's electrical characteristics, including inductance and capacitance, can affect power factor and system efficiency. Proper system design considers these factors to ensure optimal electrical performance.


Optional Variants: Customization for Specific Applications
The Type W four-conductor round portable power cable 2 kV platform serves as a foundation for numerous specialized variants designed to meet specific application requirements. These options demonstrate the flexibility of the basic cable design and the industry's recognition that different applications require different solutions.
Jacket material alternatives represent one of the most significant customization options available. While standard CPE jackets provide excellent general-purpose performance, specific applications may benefit from alternative materials that offer enhanced properties for particular operating conditions.
Chlorosulfonated Polyethylene (CSP) jackets provide enhanced resistance to ozone and ultraviolet radiation, making them ideal for applications where cables are exposed to high levels of electrical equipment that generates ozone or extended exposure to sunlight. CSP jackets maintain their properties longer than standard CPE in these challenging environments, extending cable service life and reducing replacement costs.
Polychloroprene (PCP) jackets, also known as neoprene, offer excellent resistance to oils and fuels while maintaining flexibility across a wide temperature range. This makes PCP jackets particularly suitable for applications around heavy equipment where hydraulic fluids, diesel fuel, and lubricants are commonly present. The material's resistance to these substances prevents jacket degradation that could lead to premature failure.
Nitrile Butadiene Rubber (NBR) jackets provide exceptional resistance to oils and fuels, surpassing even PCP in some applications. NBR jackets are particularly valuable in applications involving exposure to petroleum products, hydraulic fluids, and industrial chemicals. The trade-off is typically reduced flexibility and temperature range compared to CPE or CSP jackets.
Polyvinyl Chloride (PVC) jackets offer a cost-effective alternative for applications where the extreme durability of CPE is not required. PVC jackets provide adequate protection for many industrial applications while reducing cable cost. However, PVC jackets typically offer reduced flexibility and temperature range compared to other options.
Two-layer jacket construction represents a significant enhancement for applications requiring maximum durability. This construction involves an inner jacket layer, a reinforcing fiber layer, and an outer jacket layer. The fiber reinforcement, typically polyester or aramid fibers, provides exceptional resistance to cuts, abrasion, and crushing forces.
The fiber reinforcement works by distributing mechanical stress across a larger area, preventing localized damage from propagating through the jacket. This construction is particularly valuable in mining applications where cables may be subjected to sharp rocks, heavy equipment traffic, or other severe mechanical hazards.
Flat cable construction offers advantages in applications where the cable must pass through tight spaces or where crushing forces are a concern. Flat construction distributes the crushing force over a larger area, reducing the pressure on individual conductors and insulation systems. This design also provides a lower profile that may be easier to manage in confined spaces.
The flat construction requires careful engineering to maintain the electrical properties of the cable while providing the mechanical advantages of the flat profile. The conductor arrangement and insulation system must be modified to accommodate the different geometry while maintaining the same electrical performance as round cables.
Color coding options extend beyond the standard black jacket to include various colors for identification purposes. Different colors can help distinguish between different voltage levels, circuit functions, or equipment assignments. This becomes particularly valuable in complex installations where multiple cables must be managed and identified quickly.
Length options accommodate various application requirements. Standard manufacturing lengths typically range from 250 to 1000 feet, but custom lengths can be produced for specific applications. Longer lengths reduce the number of connections required, improving reliability and reducing installation time.
Custom conductor arrangements represent another area of potential customization. While the standard four-conductor arrangement meets most application requirements, some specific applications may benefit from different conductor counts or arrangements. These custom configurations require careful engineering to ensure that the electrical and mechanical properties meet application requirements.
Armoring options provide additional mechanical protection for cables that must survive extreme conditions. Steel wire armor or interlocked metal armor can be applied over the standard jacket to provide protection against crushing forces, rodent damage, or other mechanical hazards. The trade-off is increased weight and reduced flexibility.
Environmental testing certification can be customized for specific operating conditions. Standard testing covers general industrial environments, but specific applications may require testing for unusual chemicals, extreme temperatures, or other environmental factors not covered by standard test protocols.
FAQ: Mining-Specific Challenges and Solutions
Mining operations present some of the most challenging conditions that any electrical equipment must face, and Type W four-conductor round portable power cable 2 kV must perform flawlessly in these demanding environments. Understanding the specific challenges and solutions helps explain why these cables are engineered to such exacting standards.
Can these cables handle harsh underground conditions? The underground mining environment presents a unique combination of challenges that would quickly destroy ordinary cables. Constant moisture from groundwater seepage, abrasive dust from mining operations, exposure to various chemicals used in mining processes, and extreme mechanical stress from equipment operation all contribute to an environment that demands exceptional cable performance.
The CPE jacket specifically addresses these challenges through its carefully engineered material properties. The jacket resists absorption of water, preventing internal corrosion and maintaining electrical properties even in continuously wet conditions. The abrasion resistance prevents wearing through the jacket when cables are dragged across rough surfaces or subjected to the constant dust and debris common in mining operations.
Chemical resistance becomes particularly important when considering the various substances used in mining operations. Hydraulic fluids from equipment, diesel fuel from vehicles, various cleaning and processing chemicals, and even naturally occurring minerals in groundwater can all attack cable materials. The CPE jacket's broad chemical resistance ensures that these exposures do not compromise the cable's integrity.
The EPDM insulation provides additional protection against environmental factors. Its resistance to ozone is particularly important in mining environments where electrical equipment may generate ozone during operation. The material's stability across temperature extremes ensures reliable performance whether the cable is exposed to the natural ground temperature deep underground or the heat generated by heavy equipment operation.
Is the cable safe around water or muddy areas? Water presents both electrical and mechanical challenges for portable power cables. From an electrical perspective, water can create current leakage paths that not only reduce system efficiency but also create serious safety hazards for equipment operators. From a mechanical perspective, water can penetrate cable constructions and cause internal corrosion or insulation degradation.
The Type W cable's construction addresses these concerns through multiple protective measures. The CPE jacket is non-hygroscopic, meaning it does not absorb water even during extended exposure. This prevents water from migrating into the cable construction where it could cause long-term damage.
Proper connector selection and installation become critical factors in wet environments. The cable itself may resist water penetration, but connections represent potential weak points where water could enter the electrical system. Industrial connectors designed for wet environments include gaskets, sealing compounds, and mechanical designs that prevent water ingress even when the connection is submerged.
Muddy conditions present additional challenges because mud can contain abrasive particles, chemicals, and can create mechanical stress as it dries and contracts around cables. The robust jacket construction provides protection against these conditions, but proper cable management becomes important to prevent mud from building up around connections or creating stress points.
What about mechanical damage like crushing or rodent damage? Mechanical damage represents one of the most common causes of cable failure in mining environments. Heavy equipment traffic, falling rocks, and the constant movement of machinery create numerous opportunities for cables to be damaged through crushing, cutting, or abrasion.
The Type W cable's construction provides several layers of protection against mechanical damage. The extra-heavy-duty jacket thickness on larger cables provides substantial protection against crushing forces. The jacket material's impact resistance helps prevent cutting damage from sharp rocks or equipment edges.
Optional fiber-reinforced jacket construction provides even greater protection against mechanical damage. The fiber reinforcement distributes mechanical stress across a larger area, preventing localized damage from propagating through the jacket. This construction is particularly valuable in applications where cables must survive severe mechanical abuse.
Flat cable construction offers advantages in applications where crushing forces are concentrated. The flat profile distributes crushing forces over a larger area, reducing the pressure on individual conductors and insulation systems. This can significantly extend cable life in applications where crushing is a primary concern.
Rodent damage, while less common in deep mining operations, can be a significant problem in surface mining or equipment staging areas. Rodents are attracted to cable materials and can quickly damage cables through chewing. The CPE jacket's hardness and chemical properties make it less attractive to rodents compared to softer materials, but physical protection may still be necessary in areas with significant rodent populations.
Regular inspection programs become essential for identifying mechanical damage before it leads to failure. Visual inspection can identify jacket damage, abrasion, or other signs of wear. Electrical testing can identify insulation damage or conductor problems before they lead to failures that could shut down operations.
Are there electrical interference or voltage stress issues? Electrical interference and voltage stress represent more subtle but potentially serious challenges in mining applications. The 2 kV voltage level typically does not require internal shielding, but the cables must still manage electrical stress and maintain proper insulation properties over their service life.
Voltage stress in cables occurs primarily at conductor terminations and where cables are bent to small radii. The insulation system must be designed to handle these stress concentrations without breakdown. The EPR insulation's excellent electrical properties and the cable's minimum bend radius requirements work together to manage voltage stress within safe limits.
Electrical interference can occur when power cables are routed near communication cables or sensitive electronic equipment. The Type W cable's construction provides some natural shielding through its jacket and conductor arrangement, but applications requiring high levels of interference control may need additional measures such as shielded cables or careful routing practices.
Ground fault protection becomes particularly important in mining applications where personnel safety is paramount. The four-conductor design allows for proper grounding of equipment while maintaining power delivery. Ground fault circuit interrupters and other protective devices can quickly disconnect power in the event of insulation failure or other electrical faults.
How long does flex life last underground? Flex life represents a critical performance parameter for portable cables, as the constant movement and bending associated with mobile equipment can lead to conductor fatigue and insulation cracking. The Type W cable's construction specifically addresses these challenges through careful material selection and construction techniques.
The rope-lay copper conductor construction distributes mechanical stress among multiple conductor strands, preventing the stress concentration that leads to individual strand breakage. The annealed copper maintains its flexibility through thousands of bend cycles, while the tinning prevents corrosion that could lead to conductor degradation.
The EPDM insulation maintains its flexibility and electrical properties through repeated bending cycles. Unlike some insulation materials that become brittle with age or repeated flexing, EPDM maintains its properties over extended service periods.
The CPE jacket provides the final layer of protection against flex fatigue. The material's flexibility and crack resistance prevent the surface cracking that could allow moisture or contaminants to penetrate the cable construction.
Actual flex life depends on numerous factors including bend radius, frequency of flexing, environmental conditions, and mechanical stresses. Cables that are properly handled with appropriate bend radii and protected from excessive mechanical stress can provide years of reliable service even in demanding mining applications.
What are the key maintenance tips? Proper maintenance significantly extends cable life and prevents costly failures. Regular cleaning of cable jackets removes abrasive materials and chemicals that could cause long-term damage. Cleaning should use appropriate solvents that do not attack the jacket material.
Avoiding sharp bends represents one of the most important maintenance practices. Cables should always be handled with bend radii greater than the specified minimum, and permanent installations should use proper support systems that maintain appropriate bend radii even under mechanical stress.
Connection verification involves regular inspection and testing of electrical connections to ensure proper contact and prevent overheating. Loose connections can cause excessive heat generation that damages both the cable and connected equipment.
Proper storage prevents damage when cables are not in use. Cables should be coiled without kinks or sharp bends and stored in areas protected from mechanical damage and environmental extremes. Storage areas should be dry and free from chemicals that could attack cable materials.
Regular inspection programs should include both visual examination and electrical testing. Visual inspection can identify jacket damage, connector problems, or other obvious issues. Electrical testing can identify insulation degradation or conductor problems before they lead to failures.
Documentation of cable history, including installation dates, maintenance performed, and any problems encountered, helps identify patterns that could indicate systematic issues or predict when replacement might be necessary.
Summary and Key Takeaways: The Foundation of Industrial Reliability
The Type W four-conductor round portable power cable 2 kV represents far more than a simple electrical component. It embodies decades of engineering innovation, rigorous testing, and real-world experience in some of the most demanding industrial applications on earth. Understanding this cable means appreciating how modern industry depends on seemingly simple components that must perform flawlessly under extraordinary conditions.
The cable's rugged construction reflects a deep understanding of the challenges faced in mobile industrial applications. Every aspect of its design, from the rope-lay copper conductors to the chemically resistant jacket, addresses specific real-world problems that could otherwise lead to catastrophic failures. The result is a cable that can survive conditions that would quickly destroy ordinary electrical components while maintaining the safety and reliability that industrial operations demand.
Flexibility represents perhaps the most critical characteristic that sets Type W cables apart from other power distribution solutions. The ability to follow mobile equipment through complex paths while maintaining electrical integrity enables entire categories of industrial equipment that would otherwise be impossible to operate. This flexibility extends beyond simple mechanical properties to include flexibility in application, allowing the same basic cable design to serve mining operations, construction sites, and entertainment venues.
Safety considerations permeate every aspect of the cable's design and application. The comprehensive standards and certifications that govern these cables reflect the industry's recognition that electrical failures in industrial environments can have consequences far beyond simple equipment damage. The MSHA approval for mining applications exemplifies how regulatory oversight ensures that cables meet the highest safety standards for protecting workers in hazardous environments.
The electrical performance capabilities of these cables enable the operation of increasingly sophisticated industrial equipment. The 2 kV voltage rating and substantial current carrying capacity support the high-power requirements of modern mining equipment, construction machinery, and industrial processes. This electrical capability, combined with the mechanical durability, creates a power delivery solution that can support the most demanding applications.
Customization options demonstrate the cable industry's responsiveness to specific application requirements. The availability of alternative jacket materials, specialized constructions, and custom configurations ensures that users can select cables optimized for their particular operating conditions. This customization capability has enabled the expansion of portable power applications into increasingly challenging environments.
The comprehensive approach to quality control and testing that characterizes Type W cable manufacturing reflects the critical nature of these applications. The extensive testing protocols, ongoing quality monitoring, and certification requirements ensure that cables perform reliably throughout their service life. This quality focus translates directly into reduced downtime, improved safety, and lower total cost of ownership for industrial operations.
Environmental resistance capabilities enable operation in conditions that would quickly degrade other electrical components. The combination of chemical resistance, temperature stability, and moisture protection allows these cables to perform reliably in underground mines, outdoor construction sites, and harsh industrial environments. This environmental durability extends cable service life and reduces maintenance requirements.
Maintenance and handling practices play crucial roles in realizing the full potential of these cables. Proper installation, regular inspection, and appropriate storage can significantly extend cable life while preventing costly failures. The relationship between proper maintenance and cable performance underscores the importance of comprehensive training and established procedures for cable handling.
The economic impact of reliable portable power cables extends far beyond their purchase price. In mining operations, where production rates can exceed thousands of tons per hour, a cable failure can result in enormous economic losses. The reliability and durability of Type W cables provide insurance against these costly disruptions while enabling the high productivity that modern industrial operations require.
Looking toward the future, the Type W four-conductor round portable power cable 2 kV will continue to evolve to meet new challenges and applications. Advances in materials science, manufacturing processes, and testing methods will enable even better performance and reliability. The fundamental engineering principles that make these cables successful – balancing electrical performance, mechanical durability, and environmental resistance – will remain constant even as specific implementations continue to improve.
The Type W four-conductor round portable power cable 2 kV stands as a testament to the power of specialized engineering to solve complex real-world problems. Its success in enabling mobile industrial operations demonstrates how careful attention to material selection, construction techniques, and quality control can create products that perform reliably under the most demanding conditions. For industrial operations that depend on mobile equipment, these cables provide the foundation of electrical reliability that makes modern productivity possible.
Understanding these cables provides insight into the hidden infrastructure that supports modern industrial society. Behind every successful mining operation, construction project, or industrial facility lies a complex network of specialized components like the Type W cable that must perform flawlessly to enable the productivity and safety that society depends upon. The engineering excellence embodied in these cables represents the kind of attention to detail and commitment to quality that characterizes the best of modern industrial technology.

