
Type W Two-Conductor Portable Power Cable (2kV)
Discover everything about Type W two-conductor portable power cables rated at 2kV for Australian mining operations. Learn about electrical specifications, applications, and troubleshooting common mining cable issues with expert insights.
6/13/202513 min read

Type W Two-Conductor Portable Power Cable (2kV)
Introduction: Understanding the Foundation of Portable Power Solutions
In the demanding world of Australian mining and industrial operations, reliable power transmission forms the backbone of productivity and safety. Type W two-conductor portable power cables represent a critical component in this infrastructure, specifically engineered to deliver robust electrical performance in some of the harshest environments on Earth. These specialised cables bridge the gap between permanent installations and the dynamic requirements of mobile equipment, offering flexibility without compromising on durability or safety standards.
Type W cables distinguish themselves through their unique construction philosophy. Unlike their multi-conductor counterparts, these two-conductor systems are designed for applications where separate grounding conductors are either unnecessary or provided through alternative means. This design approach makes them particularly valuable in situations where simplicity, flexibility, and cost-effectiveness converge to create optimal solutions for temporary or portable power distribution needs.
The significance of these cables extends far beyond their technical specifications. In Australian mining operations, where equipment mobility and environmental resilience determine operational success, Type W cables serve as the vital link between power sources and the machinery that drives extraction, processing, and transport activities. Their role becomes even more critical when considering the remote locations of many Australian mining sites, where equipment reliability directly impacts both productivity and worker safety.
Understanding Type W cables requires appreciating their position within the broader ecosystem of industrial power solutions. These cables occupy a specific niche that balances the simplicity of basic power cords with the robustness required for industrial applications. They represent an evolution in portable power technology, incorporating lessons learned from decades of mining operations while embracing modern materials science to deliver enhanced performance characteristics.
Application Scenarios: Where Type W Cables Excel in Australian Operations
Mining and Industrial Applications: The Primary Domain
Australian mining operations present some of the most challenging environments for electrical equipment anywhere in the world. The combination of dust, moisture, temperature extremes, mechanical stress, and chemical exposure creates conditions that would quickly destroy conventional electrical cables. Type W two-conductor portable power cables were specifically developed to thrive in these demanding circumstances.
In open-cut mining operations, these cables frequently power mobile equipment such as conveyor systems, pumps, and processing units that must be repositioned as mining faces advance. The flexibility inherent in their design allows operators to route power efficiently around obstacles while maintaining the electrical integrity necessary for safe operation. The absence of grounding conductors within the cable itself proves advantageous in these applications, as grounding can be achieved through the equipment chassis or separate grounding systems that may be more appropriate for the specific installation.
Underground mining applications present additional challenges that Type W cables are uniquely positioned to address. The confined spaces, potential for water ingress, and the need for frequent cable repositioning all favour the flexibility and durability characteristics of these cables. Their resistance to abrasion becomes particularly important in underground environments where cables may come into contact with rock surfaces, support structures, or moving equipment.
Processing facilities within mining operations often require temporary power solutions during maintenance periods, equipment upgrades, or when establishing new processing areas. Type W cables excel in these scenarios because they can be quickly deployed, provide reliable power transmission, and then be easily relocated or stored when no longer needed. This flexibility translates directly into operational efficiency and cost savings.
Construction and Temporary Power Solutions: Beyond Mining
While mining applications represent the primary use case for Type W cables in Australia, their versatility extends into numerous other industrial and commercial applications. Construction sites, particularly those involved in infrastructure development, frequently require temporary power solutions that can withstand harsh environmental conditions while providing reliable electrical service.
Major construction projects, such as those common in Australia's expanding urban areas and resource sector infrastructure, often span months or years. During these extended periods, temporary power installations must maintain consistent performance despite exposure to weather, dust, mechanical stress, and the general chaos of active construction sites. Type W cables provide the durability and reliability necessary to support these long-term temporary installations.
Outdoor events and temporary installations represent another significant application area. From mining conferences and trade shows to temporary facilities at remote work sites, Type W cables offer the combination of portability and robustness necessary to support electrical systems in non-permanent installations. Their resistance to weather and UV exposure makes them particularly suitable for Australia's intense sunlight and variable weather conditions.
Generator connections frequently utilise Type W cables because of their ability to handle the mechanical stress associated with generator vibration while maintaining electrical integrity. The flexibility of these cables allows for proper strain relief while their robust construction ensures reliable power transmission even in demanding generator applications.


Electrical and Mechanical Specifications: The Technical Foundation
Conductor Design: The Heart of Performance
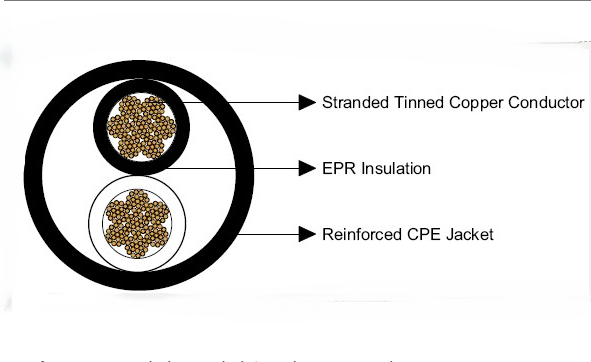
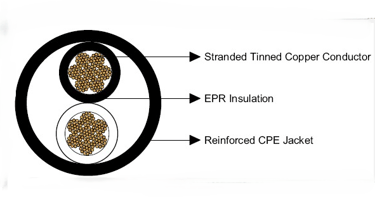
The electrical performance of Type W cables begins with their conductor design, which utilises stranded, tinned, annealed copper construction. This design philosophy represents a careful balance between electrical performance, mechanical flexibility, and longevity. The stranding process involves combining multiple smaller copper wires into a larger conductor, creating a structure that maintains excellent electrical conductivity while providing the flexibility necessary for portable applications.
The tinning process, where each individual copper strand receives a thin coating of tin, serves multiple critical functions. Primarily, it provides corrosion resistance, which becomes essential in mining environments where cables may be exposed to moisture, chemicals, and other corrosive substances. The tin coating also improves the longevity of connections by preventing oxidation at termination points, ensuring reliable electrical contact over extended service life.
Annealing, the process of heating and controlled cooling of the copper, enhances the flexibility of the conductor strands. This treatment reduces the internal stress within the copper, making it more pliable and less prone to work hardening from repeated flexing. In portable applications where cables undergo frequent movement and repositioning, this enhanced flexibility directly translates to extended service life and reduced maintenance requirements.
Insulation System: Protecting Performance
The insulation system in Type W cables utilises Ethylene Propylene Rubber (EPR), a material specifically chosen for its superior electrical and thermal characteristics. EPR insulation provides excellent dielectric strength, ensuring reliable electrical isolation between conductors and between conductors and ground. This characteristic becomes particularly important in mining applications where electrical faults can have serious safety implications.
The thermal characteristics of EPR insulation allow Type W cables to operate safely at temperatures up to 90°C, providing substantial margin above typical operating temperatures while ensuring safety in demanding applications. This temperature rating becomes crucial in mining environments where ambient temperatures may be elevated due to machinery operation, solar exposure, or geothermal effects.
EPR insulation also demonstrates superior resistance to aging and environmental stress. Unlike some insulation materials that become brittle with age or exposure to oils and chemicals, EPR maintains its flexibility and electrical properties over extended periods. This longevity characteristic reduces replacement frequency and maintenance costs, important considerations in remote mining operations where cable replacement can be complex and expensive.
Sheath Construction: The Protective Barrier
The outer sheath of Type W cables represents perhaps the most critical component for survival in harsh environments. The standard construction utilises extra-heavy-duty Chlorinated Polyethylene (CPE) in black coloration, specifically formulated to provide comprehensive protection against the multiple threats present in mining and industrial applications.
CPE sheathing excels in abrasion resistance, a critical characteristic for cables that may be dragged across rough surfaces, subjected to impacts from equipment, or exposed to the general mechanical stress of industrial operations. The material's toughness ensures that the underlying insulation and conductors remain protected even when the cable experiences significant mechanical stress.
Chemical resistance represents another crucial characteristic of CPE sheathing. Mining operations often involve exposure to various chemicals, from processing reagents to lubricants and cleaning solutions. The CPE formulation used in Type W cables provides resistance to a broad spectrum of industrial chemicals, ensuring cable integrity even in chemically challenging environments.
UV resistance becomes particularly important in Australian applications where intense sunlight can rapidly degrade materials not specifically designed for solar exposure. The black coloration of the CPE sheath not only provides UV resistance but also helps with heat dissipation, contributing to the overall thermal management of the cable system.
The option for alternative sheath materials, including CSP (Chlorosulfonated Polyethylene), PCP (Polychloroprene), NBR (Nitrile Butadiene Rubber), and PVC (Polyvinyl Chloride), allows for customisation based on specific application requirements. Each material offers unique characteristics that may be advantageous in particular environments or applications.
Voltage and Current Ratings: Defining Electrical Capacity
The 2kV voltage rating of Type W cables positions them perfectly for medium-voltage applications common in mining and heavy industrial operations. This voltage level provides sufficient capacity for substantial power transmission while remaining within the safety and regulatory frameworks applicable to portable equipment operations.
Current carrying capacity, or ampacity, varies with conductor size and ambient conditions. The ampacity ratings provided in technical specifications represent the maximum continuous current that can be safely carried under standard conditions. For example, a 2×8 AWG configuration can safely carry 72 amperes, while larger configurations such as 2×250 kcmil can handle 363 amperes.
Understanding ampacity becomes crucial for proper cable selection and application. Undersized cables can overheat, leading to insulation degradation and potential failure. Oversized cables, while safe, represent unnecessary cost and reduced flexibility. Proper ampacity calculation must consider not only the load requirements but also factors such as ambient temperature, installation method, and expected service life.
The relationship between voltage and current ratings also affects overall power transmission capability. At 2kV, even moderate current levels can transmit substantial power, making these cables suitable for applications ranging from small pumps and conveyors to large processing equipment and mobile substations.
Mechanical Properties: Ensuring Durability and Flexibility
The minimum bending radius specification of 6 times the overall diameter represents a critical design parameter that ensures long-term reliability. This specification prevents excessive stress on the conductors and insulation during installation and operation, maintaining electrical integrity while preserving mechanical flexibility.
Proper attention to bending radius becomes particularly important in mining applications where space constraints may tempt operators to exceed bending limitations. Violation of minimum bending radius can lead to conductor breakage, insulation damage, and potential electrical faults that compromise both performance and safety.
The temperature rating of 90°C maximum operating temperature provides substantial margin for most applications while ensuring safety in demanding environments. This rating reflects the thermal capabilities of the entire cable system, including conductor, insulation, and sheath materials. Operating within this temperature range ensures optimal performance and maximum service life.
Weight considerations, while sometimes overlooked, can become significant in portable applications. The weight per foot varies considerably with conductor size, ranging from 391 pounds per thousand feet for 2×8 AWG up to 5110 pounds per thousand feet for 2×250 kcmil configurations. Understanding weight implications helps in planning installations and ensuring adequate support systems.

Standards Compliance: Meeting Australian and International Requirements
Type W cables must meet stringent standards to ensure safety and performance in demanding applications. The primary standards governing these cables include ICEA S-75-381/NEMA WC 58, which establishes comprehensive requirements for portable power cables used in mining and industrial applications.
ASTM B172 and ASTM B33 standards govern the conductor materials and construction, ensuring that the copper meets specific purity, conductivity, and mechanical property requirements. These standards guarantee that conductors will perform reliably over their expected service life while maintaining electrical characteristics within acceptable tolerances.
CSA C22.2 No. 96 provides additional requirements particularly relevant to harsh environment applications. This standard addresses construction details, testing requirements, and performance criteria that ensure cables can withstand the mechanical, electrical, and environmental stresses encountered in demanding applications.
Compliance with these standards involves extensive testing and quality control measures during manufacturing. Testing includes electrical performance verification, mechanical stress testing, environmental resistance evaluation, and long-term aging studies. This comprehensive approach ensures that cables meeting these standards will perform reliably in their intended applications.
Mining Cable FAQ: Addressing Common Concerns and Challenges
Understanding Underground and Wet Condition Applications
One of the most frequent questions regarding Type W cables concerns their suitability for underground mining applications and exposure to moisture. The answer lies in understanding both the construction characteristics and the specific environmental challenges present in these applications.
Type W cables are indeed designed and rated for use in wet and hazardous conditions commonly encountered in mining operations. The CPE sheathing provides excellent moisture resistance, preventing water ingress that could compromise electrical safety or performance. This moisture resistance extends beyond simple water exposure to include resistance to many of the chemical solutions and processing fluids encountered in mining operations.
Underground applications present additional challenges including potential exposure to groundwater, condensation from temperature differentials, and the general high-humidity environment common in many underground mining operations. The cable construction addresses these challenges through material selection and construction techniques that maintain electrical integrity even under adverse moisture conditions.
However, proper installation practices remain critical even with moisture-resistant cables. Appropriate strain relief, protection from mechanical damage, and proper termination techniques all contribute to maintaining the moisture resistance characteristics of the cable system. Regular inspection and maintenance become particularly important in wet environments to identify potential issues before they develop into serious problems.
Chemical Resistance and Environmental Challenges
Mining operations often involve exposure to various chemicals, from processing reagents to equipment lubricants and cleaning solutions. Understanding how Type W cables respond to chemical exposure helps ensure appropriate selection and application.
The standard CPE jacket provides resistance to many common industrial chemicals, but the specific chemicals present in any given operation may require additional consideration. For applications involving exposure to oils, hydraulic fluids, or specific processing chemicals, alternative jacket materials may provide superior performance.
NBR (Nitrile Butadiene Rubber) jackets, available as an option, provide enhanced resistance to oil-based substances. This characteristic makes NBR jackets particularly suitable for applications near hydraulic equipment, oil-filled transformers, or operations involving petroleum-based processing chemicals.
PCP (Polychloroprene) jackets offer excellent general chemical resistance along with enhanced flexibility at low temperatures. This combination makes PCP jackets suitable for applications involving variable chemical exposure and temperature conditions.
The selection of appropriate jacket material requires understanding both the specific chemicals present and the concentration and duration of exposure. Material compatibility charts and manufacturer recommendations provide guidance for selecting the most appropriate jacket material for specific applications.
Grounding Considerations and System Design
Type W cables are specifically designed for applications where grounding conductors are either not required or are provided through alternative means. This design philosophy affects both application selection and system design considerations.
In many mining applications, equipment grounding is achieved through the equipment chassis, structural steel, or dedicated grounding systems separate from the power cables. This approach can provide more reliable grounding while simplifying the power cable construction and reducing cost.
However, applications requiring integrated grounding conductors may be better served by multi-conductor grounded cables such as 3+1 or 4-conductor W cables. These alternatives provide power conductors along with dedicated grounding conductors within a single cable assembly.
The decision between two-conductor Type W cables and multi-conductor alternatives depends on factors including electrical code requirements, equipment design, installation constraints, and operational considerations. Consultation with electrical engineers familiar with mining applications helps ensure appropriate selection.
System design must also consider grounding electrode systems, bonding requirements, and fault current paths. These considerations extend beyond cable selection to encompass the entire electrical distribution system and require comprehensive engineering analysis.
Mechanical Damage Prevention and Durability
Mining equipment operates in environments where mechanical damage to cables represents a constant threat. Understanding how Type W cables resist mechanical damage and what additional protection measures may be necessary helps ensure reliable operation.
The reinforced jacket construction provides substantial protection against abrasion, impact, and crushing forces commonly encountered in mining operations. However, the level of protection required depends on the specific application and the types of mechanical stress anticipated.
For applications involving extreme mechanical stress, dual-layer sheathing with embedded reinforcing fiber provides additional protection. This construction incorporates a fiber layer between two polymer layers, creating a composite structure with enhanced tear and abrasion resistance.
Cable routing and protection systems also play crucial roles in preventing mechanical damage. Proper cable trays, conduits, and protective covers can significantly extend cable life by reducing exposure to mechanical stress. In mobile applications, appropriate strain relief and cable management systems help prevent damage from equipment movement and vibration.
Regular inspection programs help identify mechanical damage before it progresses to electrical failure. Visual inspection for cuts, abrasions, and deformation should be combined with electrical testing to identify developing problems early in their progression.
Temperature Effects and Thermal Management
Temperature effects on cable performance encompass both immediate operational impacts and long-term aging effects. Understanding these relationships helps ensure appropriate application and maximize service life.
The 90°C maximum operating temperature represents the continuous rating for the cable system. Brief excursions above this temperature may be acceptable, but sustained operation at elevated temperatures will reduce service life and may compromise safety.
Ambient temperature variations affect current carrying capacity through derating factors. Higher ambient temperatures reduce the allowable current, while lower temperatures may increase capacity. Proper application requires calculating adjusted ampacity based on actual operating conditions.
Heat generation within the cable results from I²R losses in the conductors and dielectric losses in the insulation. These losses increase with current level and can become significant at high current levels. Proper thermal analysis helps ensure that internal heating does not cause excessive temperatures.
Thermal cycling from variable loading and ambient temperature changes can contribute to cable aging through expansion and contraction stresses. Materials selection and construction techniques in Type W cables help minimize the effects of thermal cycling, but extreme conditions may require additional consideration.
Comparative Analysis with Alternative Cable Types
Understanding how Type W cables compare with alternative cable types helps ensure appropriate selection for specific applications. The comparison involves both technical performance characteristics and economic considerations.
Type G and G-GC cables represent the primary alternatives for mining applications. These cables include grounding conductors and often pilot conductors for equipment control systems. The choice between Type W and Type G cables depends primarily on grounding requirements and system design philosophy.
Type G cables provide integrated grounding conductors, simplifying installation and ensuring grounding continuity. However, they are typically more expensive and less flexible than Type W cables. Applications requiring reliable grounding may justify the additional cost and complexity.
G-GC cables add pilot conductors for control systems, providing integrated power and control in a single cable assembly. This integration can simplify installations and reduce overall system cost, but it also increases cable complexity and potential failure modes.
The decision between cable types requires comprehensive analysis of electrical requirements, installation constraints, maintenance considerations, and economic factors. Engineering analysis considering the total cost of ownership often provides the most appropriate guidance for cable selection.
Conclusion: Optimising Performance Through Proper Selection and Application
Type W two-conductor portable power cables rated at 2kV represent a sophisticated solution to the challenging requirements of Australian mining and industrial operations. Their unique combination of electrical performance, mechanical durability, and environmental resistance makes them ideally suited for applications where reliability and flexibility are equally important.
The success of any Type W cable installation depends on proper selection of cable configuration, sheath material, and installation practices appropriate to the specific application. Understanding the electrical, mechanical, and environmental requirements of the application enables selection of the optimal cable configuration that balances performance, durability, and cost.
Proper installation and maintenance practices are equally important in achieving optimal performance and service life. This includes attention to bending radius limitations, appropriate termination techniques, regular inspection programs, and proactive replacement of cables showing signs of wear or damage.
The investment in high-quality Type W cables and proper application practices pays dividends through reduced downtime, improved safety, and lower long-term maintenance costs. In the demanding environment of Australian mining operations, where equipment reliability directly impacts productivity and safety, the choice of appropriate cable systems represents a critical decision that affects both immediate operations and long-term success.
As mining operations continue to evolve with advancing technology and increasing automation, the role of reliable power distribution becomes even more critical. Type W cables, with their combination of proven performance and adaptability to changing requirements, will continue to play a vital role in supporting the infrastructure that drives Australia's mining industry forward.

