
Understanding the BS 6708 TYPE 7S Mining Cable
Comprehensive guide to BS 6708 TYPE 7S mining cables covering applications, electrical specifications, installation guidelines, and frequently asked questions for coal cutting and excavation equipment in underground mining operations.
5/27/202511 min read
Understanding the BS 6708 TYPE 7S Mining Cable
Introduction: The Backbone of Mining Power Distribution
The mining industry demands electrical equipment that can withstand some of the harshest operating conditions imaginable. Deep underground, where explosive gases mix with abrasive dust particles and heavy machinery operates around the clock, standard electrical cables simply cannot cope. This is where the BS 6708 TYPE 7S mining cable emerges as an essential component, specifically engineered to deliver reliable power to coal cutters, excavators, and other critical mining machinery.
The BS 6708 TYPE 7S represents a sophisticated approach to mining cable design, combining robust construction with flexible operation capabilities. Unlike conventional industrial cables, this specialised power supply cable incorporates multiple safety features and construction elements specifically designed to handle the unique challenges of underground mining environments. The cable's designation follows the British Standards classification system, with TYPE 7S indicating its specific construction methodology and intended application parameters.
Understanding this cable's capabilities and limitations is crucial for mining engineers, electrical contractors, and safety managers who must ensure continuous, safe power delivery in environments where equipment failure can have catastrophic consequences. The cable serves as a critical link between surface power generation and the cutting-edge machinery that extracts valuable resources from deep within the earth.
The engineering principles behind the BS 6708 TYPE 7S reflect decades of mining industry experience, incorporating lessons learned from equipment failures, safety incidents, and technological advances in cable manufacturing. This comprehensive understanding of mining-specific requirements has resulted in a cable design that balances flexibility with durability, safety with performance, and cost-effectiveness with reliability.
Application Scenarios: Where Robust Performance Matters Most
The primary application domain for BS 6708 TYPE 7S cables centres around powering heavy-duty excavating and crushing machinery in underground mining operations. Coal cutting equipment, which must slice through rock and coal seams with tremendous force, relies on these cables to deliver consistent power whilst being dragged, twisted, and subjected to extreme mechanical stress. The cable's construction specifically accommodates the dynamic loading conditions experienced when supplying power to mobile mining equipment that moves continuously through confined underground spaces.
Underground mining environments present unique challenges that differentiate them from surface industrial applications. Deep mines often contain explosive gases such as methane, which can accumulate in poorly ventilated areas and create significant safety hazards. The presence of coal dust and other particulate matter further complicates the operational environment, as these materials can be both abrasive and potentially explosive when combined with electrical equipment. The BS 6708 TYPE 7S cable's design addresses these concerns through specialised sheathing materials and construction techniques that minimise the risk of electrical faults that could trigger explosions.
Surface mining operations also benefit from these cables, particularly in applications where equipment must operate in harsh weather conditions or where standard industrial cables would degrade rapidly due to environmental exposure. Open-pit mining equipment, conveyor systems, and mobile processing units often require power cables that can withstand temperature extremes, moisture, and mechanical abuse whilst maintaining reliable electrical performance.
The flexibility requirements in mining applications cannot be overstated. Unlike fixed industrial installations where cables remain stationary, mining cables must accommodate continuous movement as equipment navigates through mine shafts, around obstacles, and across uneven terrain. This dynamic operation places extraordinary stress on cable joints, conductors, and protective sheaths, requiring construction methods that maintain electrical integrity under constant flexing and bending.
Mining operations typically run continuously, with equipment operating twenty-four hours per day in many cases. This operational profile demands cables that can deliver consistent performance without degradation over extended periods. The consequences of cable failure in underground mining operations extend beyond simple equipment downtime, potentially creating safety hazards and requiring expensive emergency repairs in difficult-to-access locations.


Electrical Specifications: Engineering Excellence in Every Component
The electrical characteristics of the BS 6708 TYPE 7S cable reflect careful engineering optimisation for mining applications. The rated voltage of 640/1100V provides sufficient capacity for powering large mining equipment whilst remaining within safe operating parameters for underground applications. This voltage rating follows international standards for mining equipment, ensuring compatibility with machinery from various manufacturers and reducing the complexity of electrical system design in mining operations.
The conductor construction utilises electrolytic, stranded, tinned copper wire conforming to IEC 60228 Class 5 specifications. This choice of conductor material and construction provides several important advantages for mining applications. Electrolytic copper offers superior electrical conductivity compared to alternative materials, reducing power losses and heat generation during operation. The stranded construction provides flexibility necessary for dynamic applications, whilst tinning protects against corrosion in the humid, chemically aggressive environment typical of underground mines.
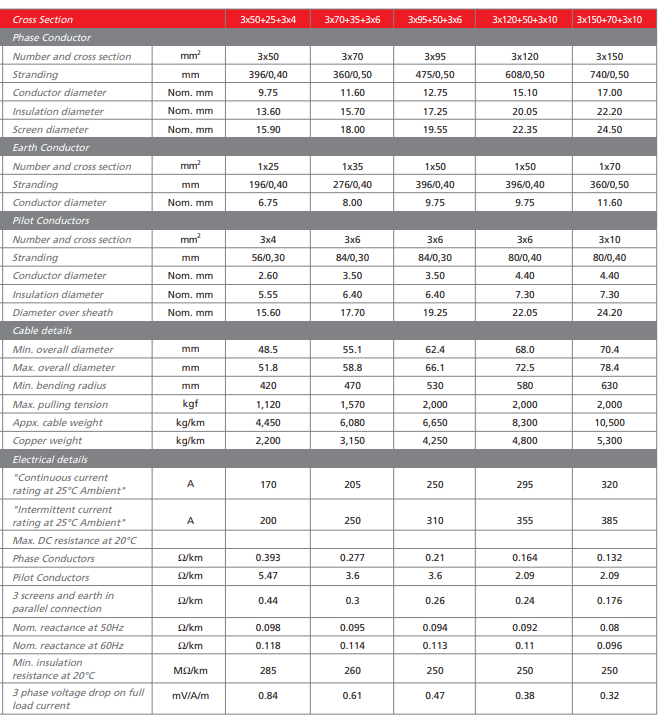
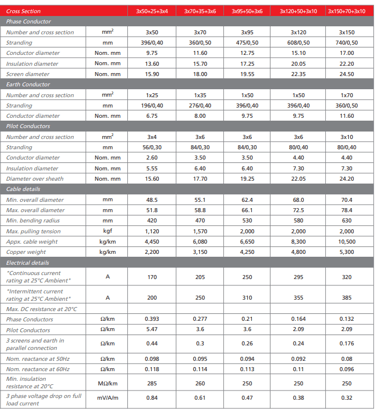
Phase conductor specifications vary across different cable sizes, with cross-sectional areas ranging from 50mm² to 150mm² to accommodate different power requirements. The 3×50mm² configuration utilises 399 individual 0.20mm diameter strands, creating a conductor diameter of 9.75mm. Larger configurations, such as the 3×150mm² variant, employ 608 strands of 0.50mm diameter wire, resulting in a 17.00mm conductor diameter. This progression in strand count and diameter ensures optimal current-carrying capacity whilst maintaining flexibility across the entire product range.
The continuous current ratings demonstrate the cable's capability to handle substantial power loads. At 25°C ambient temperature, current ratings range from 170A for the smallest configuration to 320A for the largest, providing adequate capacity for most mining equipment. Intermittent current ratings, which accommodate short-term overloads typical in mining operations, extend from 200A to 385A respectively. These ratings incorporate safety margins that account for the challenging operating conditions and reduced heat dissipation characteristics of underground environments.
DC resistance values at 20°C range from 0.393 Ω/km for 50mm² conductors to 0.132 Ω/km for 150mm² conductors, reflecting the inverse relationship between conductor cross-sectional area and resistance. These low resistance values minimise power losses during transmission, which is particularly important in long cable runs common in mining operations. The pilot conductors, used for control and communication signals, exhibit higher resistance values ranging from 2.09 to 5.47 Ω/km depending on their cross-sectional area.
Reactance characteristics at both 50Hz and 60Hz demonstrate the cable's suitability for international mining operations where different power system frequencies may be encountered. The nominal reactance values at 50Hz range from 0.08 to 0.098 Ω/km, whilst 60Hz values extend from 0.096 to 0.118 Ω/km. These relatively low reactance values contribute to efficient power transmission and reduced voltage drop over long cable runs.
Insulation resistance specifications, ranging from 250 to 285 MΩ·km at 20°C, indicate excellent insulation integrity that helps prevent electrical faults and ensures safe operation in potentially explosive atmospheres. The voltage drop characteristics, expressed as millivolts per ampere per metre, range from 0.32 to 0.84 mV/A/m depending on conductor size, allowing engineers to calculate system voltage regulation accurately during design phases.
Construction Details: Built for the Toughest Environments
The sophisticated construction of the BS 6708 TYPE 7S cable reflects decades of mining industry experience and represents a masterclass in specialised cable engineering. The cable structure begins with the conductor assembly, where three phase cores with composite individual screens are arranged alongside an unscreened pilot unit containing three thinner control cores. This arrangement ensures that power and control signals are properly segregated whilst maintaining the flexibility necessary for mining applications.
The insulation system employs Ethylene Propylene Rubber (EPR) for the phase conductors, chosen specifically for its excellent electrical properties and resistance to environmental degradation. EPR insulation maintains its characteristics across a wide temperature range and resists the chemical exposure common in mining environments. Notably, the earth conductor remains uninsulated, following standard practice for mining cables where the earth conductor must provide a low-impedance path for fault currents.
Individual screening of phase conductors represents a critical safety feature that distinguishes mining cables from standard industrial variants. Each phase conductor receives a tinned copper wire and nylon braided screen that provides electromagnetic shielding and helps contain electrical faults. This screening arrangement reduces electromagnetic interference that could affect sensitive control equipment whilst providing an additional safety barrier against electrical hazards.
The laying-up process arranges all cores in contact with the bare copper earth conductor, creating a compact, flexible assembly that maintains electrical integrity under mechanical stress. This construction method ensures that the earth conductor remains in intimate contact with all power-carrying conductors, providing immediate fault detection and clearance capabilities essential for safe operation in potentially explosive atmospheres.
Separation between conductor groups utilises coloured textile tape that serves both identification and mechanical protection functions. This seemingly simple component plays an important role in maintaining conductor spacing and preventing inter-conductor contact that could lead to electrical faults. The textile construction provides flexibility whilst the colour coding aids in cable identification during installation and maintenance procedures.
The bedding compound, based on rubber formulations specifically developed for mining applications, fills voids within the cable structure and provides additional mechanical protection for internal components. This compound must maintain its properties across extreme temperature ranges whilst resisting chemical attack from oils, solvents, and other substances commonly encountered in mining operations.
The outer sheath represents the cable's first line of defence against environmental hazards. Constructed from heavy-duty chloroprene, this protective layer must withstand abrasion from rock surfaces, chemical exposure from mining fluids, and mechanical stress from cable handling and installation procedures. Chloroprene offers excellent resistance to ozone, weathering, and flame propagation, making it ideal for mining applications where fire safety is paramount.
Installation Considerations and Best Practices
Proper installation of BS 6708 TYPE 7S cables requires understanding of both electrical principles and mining operational requirements. The cable's minimum bending radius specifications must be strictly observed to prevent conductor damage and maintain electrical integrity. For fixed installations, the minimum bending radius equals four times the overall cable diameter, whilst flexible applications require five times the diameter to accommodate repeated flexing without fatigue.
Cable pulling tension limits represent another critical installation parameter that must be carefully managed. Maximum pulling tensions range from 1,120 kgf for smaller cable sizes to 2,000 kgf for larger configurations, values that reflect the cable's construction strength whilst providing adequate safety margins. Exceeding these limits can damage internal conductors, compromise insulation integrity, or cause screening failures that could create safety hazards.
The installation environment in mining operations often requires special consideration of cable routing and support systems. Underground installations must account for ground movement, equipment vibration, and potential impact from mining machinery. Cable support systems must provide adequate mechanical protection whilst allowing for the natural settlement and movement common in underground structures.
Temperature considerations during installation can significantly impact cable performance and longevity. The cable's construction materials exhibit temperature-dependent characteristics that affect both electrical properties and mechanical flexibility. Installation in extremely cold conditions may require pre-warming procedures to prevent damage during handling, whilst hot environments may necessitate derating of electrical characteristics to ensure safe operation.
Proper termination and connection procedures are essential for maintaining the cable's safety characteristics and electrical performance. Mining cable terminations must provide secure mechanical connections whilst maintaining the electromagnetic screening integrity essential for safe operation in potentially explosive atmospheres. Termination procedures typically require specialised techniques and materials specifically designed for mining applications.

Frequently Asked Questions: Addressing Common Mining Cable Concerns
Can the BS 6708 TYPE 7S cable be used in both fixed and flexible installations?
The cable's construction specifically accommodates both installation methods, though each requires different handling considerations. Fixed installations benefit from the cable's robust construction and excellent long-term stability, making it suitable for permanent power distribution systems within mining facilities. The minimum bending radius of four times the cable diameter ensures that fixed installations can navigate around obstacles and through cable trays without compromising electrical integrity.
Flexible applications, such as supplying power to mobile mining equipment, require adherence to the five times diameter bending radius to accommodate repeated flexing without conductor fatigue. The cable's stranded conductor construction and flexible insulation system specifically support dynamic applications where continuous movement places extraordinary stress on electrical components. Regular inspection and rotation of flexible cables helps ensure maximum service life in demanding applications.
What temperature ranges can this cable withstand during operation?
The BS 6708 TYPE 7S cable operates across temperature ranges specifically selected for mining applications. Flexible service applications accommodate temperatures from -25°C to 60°C, covering the range typically encountered in underground mining operations where natural ground temperature provides some thermal stability. Fixed installations can handle more extreme conditions, operating from -40°C to 80°C to accommodate surface installations and equipment rooms where temperature control may be limited.
These temperature ratings reflect both the electrical characteristics of the insulation system and the mechanical properties of the cable construction. Lower temperatures can affect conductor flexibility and increase the risk of insulation cracking, whilst higher temperatures may accelerate insulation degradation and reduce current-carrying capacity. Mining operations must consider both ambient temperature and heat generation from electrical equipment when determining appropriate cable applications.
How does the cable resist abrasion and chemical exposure in harsh mining environments?
The heavy-duty chloroprene outer sheath provides exceptional resistance to mechanical abrasion, a critical requirement given the harsh physical environment in mining operations. This material maintains its protective properties when exposed to sharp rock surfaces, grinding equipment, and the general mechanical abuse common in underground operations. The sheath construction incorporates compounds specifically formulated to resist cutting and tearing whilst maintaining flexibility.
Chemical resistance encompasses protection against hydraulic oils, cutting fluids, and industrial solvents commonly used in mining equipment. The chloroprene formulation resists degradation from petroleum-based products whilst maintaining its mechanical and electrical properties. This chemical resistance extends cable service life and reduces the risk of premature failure that could create safety hazards or operational disruptions.
What safety features distinguish this cable from standard industrial variants?
The individually screened phase conductors represent a fundamental safety enhancement that reduces electromagnetic emissions and provides fault containment capabilities essential for mining applications. Each phase conductor's braided screen helps contain electrical faults and reduces the risk of ignition in potentially explosive atmospheres where methane or coal dust may be present.
The central bare earth conductor provides immediate fault detection and clearance capabilities that exceed those of standard industrial cables. This arrangement ensures that ground faults are detected and cleared rapidly, reducing the risk of electrical hazards to personnel and equipment. The earth conductor's positioning and construction specifically support the rapid fault clearance necessary for safe operation in confined underground spaces.
Are there specific installation guidelines that ensure optimal performance and longevity?
Maintaining recommended bending radii represents the most critical installation guideline for ensuring cable longevity. The specified radii prevent conductor stress concentration that can lead to fatigue failures and insulation degradation. Installation procedures must include proper cable support at regular intervals to prevent excessive sag that could exceed bending radius limits during normal operation.
Proper handling during installation prevents internal damage that may not be immediately apparent but can lead to premature failure. Cable pulling techniques must distribute stress evenly across the cable structure, avoiding point loads that could damage conductors or screening elements. Installation teams should receive specific training on mining cable handling procedures to ensure that safety and performance characteristics are maintained throughout the installation process.
Cable routing must consider the operational environment and equipment requirements throughout the installation's service life. Underground installations require consideration of ground movement, water infiltration, and potential impact from mining equipment. Surface installations must account for weather exposure, temperature cycling, and mechanical stress from wind and ice loading.
Regular inspection and maintenance programmes help identify potential problems before they lead to cable failure. Visual inspection of outer sheath condition, measurement of insulation resistance, and verification of earth conductor continuity provide early warning of developing problems. Maintenance procedures specifically designed for mining cables help ensure continued safe operation throughout the cable's service life.
Conclusion: Essential Infrastructure for Modern Mining Operations
The BS 6708 TYPE 7S mining cable represents a sophisticated engineering solution to the unique challenges of power distribution in mining environments. Its comprehensive design addresses the mechanical, electrical, and safety requirements of underground operations whilst providing the flexibility necessary for mobile equipment applications. Understanding its specifications, installation requirements, and operational characteristics enables mining professionals to make informed decisions about power system design and implementation.
The cable's robust construction and specialised materials reflect the mining industry's commitment to safety and reliability in challenging operational environments. From the individually screened conductors that prevent electromagnetic interference to the chloroprene sheathing that resists environmental degradation, every aspect of the cable's design serves a specific purpose in ensuring safe, reliable power delivery.
Proper application of these cables requires understanding of both their capabilities and limitations. Adherence to installation guidelines, respect for environmental operating limits, and implementation of appropriate maintenance procedures ensure that the cables deliver their intended performance throughout their service life. The investment in proper cable selection and installation pays dividends through reduced downtime, enhanced safety, and lower total cost of ownership.
As mining operations continue to push deeper underground and employ increasingly sophisticated equipment, the importance of reliable power distribution infrastructure becomes ever more critical. The BS 6708 TYPE 7S cable provides the foundation for safe, efficient mining operations, enabling the extraction of valuable resources whilst protecting the personnel and equipment that make modern mining possible. Understanding and properly applying these cables represents an essential competency for modern mining professionals committed to operational excellence and safety leadership.

