
Understanding Type W 2kV Single-Conductor Portable Power Cables for Australian Mining Operations
Comprehensive guide to Type W 2kV single-conductor portable power cables for Australian mining applications, covering electrical parameters, safety standards, and practical implementation in underground operations.
6/12/202514 min read
Understanding Type W 2kV Single-Conductor Portable Power Cables for Australian Mining Operations
Introduction
In the demanding world of Australian mining operations, reliable electrical infrastructure forms the backbone of productivity and safety. Among the critical components that keep our mines operational, Type W 2kV single-conductor portable power cables stand as essential workhorses, delivering high-voltage power to mobile equipment in some of the harshest environments on Earth.
Type W cables represent a specialised category of heavy-duty, high-voltage flexible cables designed specifically for portable and mobile power applications. These robust cables carry voltages up to 2000 volts, making them ideal for powering large mining equipment that requires both mobility and substantial electrical capacity. Unlike standard building cables that remain stationary once installed, Type W cables must endure constant movement, flexing, and the punishing conditions found in mining environments.
The significance of these cables extends far beyond their electrical function. In Australian mining operations, where equipment mobility is crucial for accessing ore bodies in challenging terrain, Type W cables serve as the vital link between stationary power sources and mobile mining machinery. They enable shuttle cars to transport materials through narrow underground passages, power drilling equipment that must reach precise locations, and support conveyor systems that snake through complex mine layouts.
Understanding the technical specifications, application requirements, and safety considerations of Type W cables becomes essential for mining engineers, electrical technicians, and safety professionals working in Australia's diverse mining landscape. From the coal mines of Queensland to the iron ore operations in Western Australia, these cables must perform reliably under extreme temperature variations, exposure to corrosive chemicals, mechanical stress from constant movement, and the ever-present risk of abrasion from contact with rock surfaces and mining equipment.
The evolution of Type W cable technology reflects the mining industry's ongoing commitment to safety and efficiency. Modern Type W cables incorporate advanced materials and construction techniques that provide superior performance compared to earlier generations, while meeting increasingly stringent safety standards required by Australian mining regulations and international best practices.
Application Scenarios in Australian Mining Operations
The versatility of Type W 2kV single-conductor cables becomes evident when examining their diverse applications across Australian mining operations. These cables have become indispensable in scenarios where conventional fixed wiring simply cannot provide the necessary combination of power delivery, flexibility, and durability.
Underground mining operations present the most demanding application environment for Type W cables. In coal mines throughout Queensland and New South Wales, these cables power shuttle cars that transport extracted coal from the working face to main conveyor systems. The cables must flex repeatedly as shuttle cars navigate tight turns and uneven surfaces while maintaining electrical continuity under challenging conditions. The constant movement requires cables that can withstand millions of flex cycles without developing insulation failures or conductor breaks.
Continuous mining machines, which cut coal directly from the seam face, rely on Type W cables for their primary power supply. These massive machines require substantial electrical power to operate their cutting heads, conveyor systems, and hydraulic components. The trailing cable arrangement allows the continuous miner to advance into the coal seam while maintaining power connection to the mine's electrical distribution system. The cable must accommodate the machine's forward and backward movements while resisting damage from coal dust, moisture, and potential contact with the cutting mechanism.
Longwall mining operations, representing some of the most sophisticated underground mining techniques, utilise Type W cables in their shearer power systems. The longwall shearer travels back and forth along the coal face, cutting coal as it moves. The power cable must travel with the shearer while being managed by sophisticated cable handling systems that prevent tangling and ensure proper cable support throughout the cutting cycle.
Above-ground mining applications, particularly in Western Australia's iron ore operations, present different but equally challenging requirements. Mobile equipment such as electric rope shovels, draglines, and large conveyor systems require power cables that can withstand extreme temperature variations, intense solar radiation, and abrasive dust conditions. The cables must maintain flexibility in temperatures that can range from sub-zero conditions during winter nights to over 50 degrees Celsius during summer days.
Loading and unloading facilities at mine sites often employ Type W cables to power mobile equipment used in material handling operations. Conveyor systems that can be repositioned to accommodate different loading patterns rely on flexible power connections that Type W cables provide. These applications require cables that can be disconnected and reconnected frequently while maintaining safe electrical connections.
Maintenance and construction activities within mining operations frequently require temporary power installations that can be rapidly deployed and relocated as work progresses. Type W cables excel in these applications due to their durability and ease of handling. Emergency response situations, where temporary power must be established quickly to support rescue operations or critical system repairs, benefit from the reliability and rapid deployment capabilities of Type W cables.
The gathering-reel systems commonly used in mining operations represent one of the most technically demanding applications for Type W cables. These systems automatically manage cable length as mobile equipment moves throughout the work area, constantly winding and unwinding the cable while maintaining proper tension and support. The cable must endure thousands of reeling cycles while maintaining electrical integrity and mechanical strength.


Electrical and Mechanical Parameters
The technical specifications of Type W 2kV single-conductor cables reflect the engineering precision required to meet the demanding requirements of mining applications. Understanding these parameters enables proper cable selection and ensures optimal performance in specific operating conditions.
The voltage rating of 2000 volts represents the maximum voltage the cable can safely handle under normal operating conditions. This rating provides adequate safety margin for typical mining applications that operate at voltages between 995 volts and 1900 volts. The insulation system must withstand not only the nominal operating voltage but also transient voltage spikes that can occur during motor starting, switching operations, and fault conditions common in mining electrical systems.
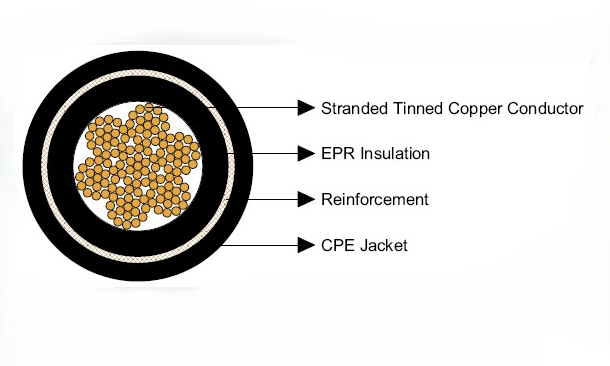
Conductor construction utilises fully annealed stranded copper conforming to ASTM B172 and B174 standards. The annealing process removes internal stresses in the copper, maximising flexibility and resistance to work hardening that could cause conductor failure under repeated flexing. Stranding patterns vary with conductor size, with larger conductors using more complex stranding arrangements to maintain flexibility while providing adequate current-carrying capacity.
Available conductor sizes typically range from 8 AWG to 500 kcmil, accommodating power requirements from small auxiliary equipment to large mining machines. The relationship between conductor size and current-carrying capacity follows established engineering principles, with larger conductors handling proportionally more current. For example, a 3/0 AWG conductor typically carries 345 amperes in free air at 40 degrees Celsius ambient temperature, while a 500 kcmil conductor can handle approximately 695 amperes under similar conditions.
The insulation system employs ethylene propylene rubber (EPR) or ethylene propylene diene monomer (EPDM) compounds specifically formulated for mining applications. These materials provide excellent electrical properties while resisting degradation from heat, ozone, chemicals, and mechanical stress. The insulation thickness varies with conductor size and voltage rating, with larger conductors requiring proportionally thicker insulation to maintain proper electrical clearances.
Operating temperature ratings reflect the balance between electrical performance and material limitations. The maximum conductor operating temperature of 90 degrees Celsius represents the point where insulation properties begin to degrade significantly. This temperature rating applies to the conductor itself, with insulation and jacket materials designed to withstand these temperatures while maintaining their protective properties.
The jacket system provides the primary protection against environmental hazards and mechanical damage. Chlorinated polyethylene (CPE) jackets offer excellent resistance to oil, chemicals, flame, and abrasion while maintaining flexibility across a wide temperature range. Alternative jacket materials including chlorosulfonated polyethylene (CSP), polychloroprene (PCP), nitrile butadiene rubber (NBR), and polyvinyl chloride (PVC) provide specific performance characteristics for particular applications.
Mechanical reinforcement between the insulation and jacket typically consists of polyester braid that provides tear resistance and mechanical strength without significantly increasing cable stiffness. This reinforcement prevents jacket damage from propagating to the insulation system and provides additional protection against impact and abrasion.
The minimum bending radius of six times the overall cable diameter represents a critical design parameter that prevents damage during installation and operation. Exceeding this bending radius can cause conductor breakage, insulation cracking, or jacket damage that compromises cable integrity. Understanding and respecting bending radius limitations becomes essential for proper cable handling and installation.
Physical dimensions and weight characteristics directly impact handling requirements and installation methods. Cable weight per unit length increases significantly with conductor size, requiring appropriate support systems and handling equipment for larger cables. For instance, a 3/0 AWG Type W cable typically weighs approximately 760 pounds per thousand feet, requiring mechanical aids for installation and repositioning.
Standards compliance ensures that Type W cables meet established safety and performance requirements. Compliance with ICEA S-75-381/NEMA WC-58 standards provides assurance that cables meet industry-established design and testing requirements. Additional standards including ASTM B172, ASTM B33, and CSA C22.2 No. 96 address specific aspects of conductor construction, testing methods, and safety requirements.
Frequently Asked Questions: Addressing Common Mining Challenges
The complexity of mining operations and the critical nature of electrical power systems generate numerous questions about proper Type W cable selection, installation, and maintenance. Addressing these concerns helps ensure safe and efficient mining operations while maximising cable service life.
Question: How do I determine the correct cable size for my specific mining application?
Selecting the appropriate cable size requires careful analysis of several interrelated factors that affect both electrical performance and mechanical durability. The primary consideration involves calculating the actual current requirements of the connected equipment, including not only the steady-state operating current but also starting currents that can be significantly higher than running currents. Mining equipment often includes large motors that draw substantial starting currents, sometimes reaching six to eight times the normal operating current.
Ampacity tables provide the foundation for cable sizing, but these tables assume specific operating conditions that may not match actual mining environments. Standard tables typically assume free air circulation at 40 degrees Celsius ambient temperature, conditions that rarely exist in underground mining operations. Confined spaces, elevated ambient temperatures, and multiple cables in close proximity all reduce the effective current-carrying capacity of the cable.
Voltage drop calculations become particularly important in mining applications where cable runs can extend hundreds of metres from the power source to the equipment. Excessive voltage drop not only reduces equipment performance but can also cause motor overheating and premature failure. Australian mining operations typically limit voltage drop to 5% of the nominal system voltage to ensure adequate motor performance.
Environmental factors unique to mining operations must also be considered. Underground operations may experience elevated temperatures from geothermal activity, while surface operations in northern Australia face extreme heat conditions that further reduce cable capacity. The presence of corrosive chemicals from mining processes may require special jacket materials that could affect other cable characteristics.
Question: What flexibility characteristics should I expect from Type W cables in underground operations?
Type W cables are specifically engineered for applications requiring exceptional flexibility and repeated bending cycles. The flexibility characteristics result from carefully optimised conductor stranding, insulation formulation, and overall cable construction that balances mechanical performance with electrical requirements.
The minimum bending radius of six times the overall diameter provides a safe limit for static installations, but dynamic applications require additional considerations. Cables subjected to continuous flexing, such as those used with gathering-reel systems, experience significantly more stress than cables in fixed installations. The stranding pattern of the conductor becomes critical, with more complex stranding arrangements providing better flex life at the expense of increased manufacturing complexity and cost.
Insulation materials specifically formulated for flexibility maintain their properties through millions of flex cycles. However, the rate of flexing, the severity of bending, and the presence of torsional stress all affect flex life. Applications involving rapid or continuous movement may require special cable constructions or more frequent inspection and replacement schedules.
Temperature effects on flexibility cannot be ignored in mining applications. Cold conditions, common in underground operations or during winter surface operations, can significantly reduce cable flexibility and increase the risk of jacket cracking or conductor damage. Conversely, elevated temperatures can cause excessive cable expansion and create handling difficulties.
Question: How well do Type W cable jackets resist the harsh conditions found in Australian mining operations?
The jacket system of Type W cables represents the first line of defence against the aggressive environmental conditions encountered in mining operations. Modern jacket formulations specifically address the combination of chemical exposure, mechanical abuse, and temperature extremes common in Australian mining environments.
Oil resistance becomes particularly important in mining applications where hydraulic fluids, lubricants, and fuel oils are commonly present. CPE jacket materials provide excellent resistance to petroleum-based products while maintaining flexibility and mechanical strength. However, prolonged exposure to concentrated chemicals or solvents may still cause jacket degradation, requiring regular inspection and potential replacement.
Abrasion resistance addresses the constant mechanical wear from contact with rock surfaces, equipment, and other cables. The inclusion of reinforcing braid between jacket layers significantly improves cut-through resistance and provides additional mechanical strength. However, severe abrasion from sharp rock edges or crushing forces can still cause jacket damage that compromises cable integrity.
Flame resistance requirements in mining operations exceed those of most industrial applications due to the critical safety considerations in confined underground spaces. Type W cables must meet stringent flame propagation tests that ensure the cable will not contribute to fire spread in the event of an electrical fault or external ignition source.
Moisture resistance addresses both direct water exposure and the high humidity conditions common in many mining operations. The jacket and insulation system must prevent water penetration that could cause electrical faults or accelerate conductor corrosion. However, cables subjected to direct water immersion or high-pressure water exposure may require additional protection or special constructions.
Question: Can Type W cables be used in wet conditions or temporary water exposure scenarios?
Australian mining operations frequently encounter wet conditions ranging from occasional water seepage to deliberate water spraying for dust control. Type W cables are designed to handle these conditions, but understanding the limitations and proper installation practices ensures safe operation.
The insulation and jacket systems provide adequate protection against moisture ingress under normal wet conditions. However, the cable terminations and connections represent potential weak points where water can enter the cable assembly. Proper termination techniques using appropriate environmental sealing methods become essential for wet location installations.
Temporary submersion scenarios require careful evaluation of the specific conditions and duration of exposure. While Type W cables can withstand brief exposure to standing water, prolonged submersion may allow water ingress through terminations or jacket defects. Emergency procedures should include immediate inspection and testing of cables exposed to unexpected water conditions.
Ground fault protection becomes particularly important in wet conditions where the risk of electrical shock increases significantly. Modern mining electrical systems incorporate sophisticated ground fault detection and interruption systems, but proper cable installation and maintenance remain essential for system effectiveness.
Question: What grounding and shielding considerations apply to single-conductor Type W cables?
Single-conductor Type W cables, by their nature, do not include integral grounding conductors or shielding systems. This design provides maximum flexibility and current-carrying capacity but requires careful attention to grounding system design and installation practices.
Equipment grounding must be accomplished through separate grounding conductors or grounding systems independent of the power conductors. Many mining installations use separate grounding cables run in parallel with the power cables, while others rely on metallic conduit systems or dedicated grounding networks. The grounding system design must ensure adequate fault current capacity and maintain continuity despite the mobile nature of mining equipment.
Ground fault detection in single-conductor cable systems requires sophisticated monitoring equipment capable of detecting imbalances in three-phase systems or ground fault currents in single-phase applications. Modern mining operations typically employ continuous ground fault monitoring systems that can detect developing insulation problems before they become safety hazards.
Electromagnetic compatibility considerations may require special installation practices for single-conductor cables carrying large currents. The magnetic fields generated by high-current conductors can interfere with sensitive electronic equipment or communication systems. Proper cable routing and separation distances help minimise these effects.
Question: What are the temperature limitations and safety considerations for Type W cables?
The maximum operating temperature of 90 degrees Celsius represents a critical safety limit that must not be exceeded under normal operating conditions. This temperature applies to the conductor itself and reflects the thermal limitations of the insulation system. Exceeding this temperature can cause rapid insulation degradation and potential cable failure.
Ambient temperature conditions in Australian mining operations can approach or exceed 50 degrees Celsius in some surface operations, leaving limited margin for current-induced heating. Proper cable sizing must account for these elevated ambient conditions by reducing the allowable current or providing additional cooling measures.
Short-circuit conditions can generate extremely high temperatures in very brief time periods. While Type W cables are designed to withstand short-circuit currents for the brief periods required for protective equipment to operate, repeated short-circuit exposure can cause cumulative damage to the cable structure.
Emergency overload conditions may occasionally require operating cables at currents exceeding their normal ratings. While brief overloads may be acceptable in emergency situations, extended overload operation risks cable damage and should be avoided whenever possible.
Question: How can I maximise the service life of Type W cables under continuous flexing conditions?
Maximising cable service life in flexing applications requires attention to installation practices, operating procedures, and maintenance schedules that address the unique stresses imposed by continuous movement applications.
Proper cable support systems become essential for flexing applications. Cable reels, guides, and support structures must be designed to maintain proper bend radius throughout the range of motion while preventing cable damage from contact with sharp edges or crushing forces. The support system design significantly affects cable life and should receive the same engineering attention as the cable selection itself.
Operating procedures that minimise unnecessary cable movement can significantly extend service life. Planning equipment movements to avoid excessive cable flexing, using cable handling equipment to prevent manual abuse, and training operators in proper cable handling techniques all contribute to longer cable life.
Regular inspection programs help identify developing problems before they result in cable failure. Visual inspection for jacket damage, conductor exposure, or connection problems should be supplemented by electrical testing to detect insulation degradation or conductor damage. Thermal imaging can help identify high-resistance connections or current imbalances that indicate developing problems.
Preventive replacement schedules based on operating conditions and inspection results help avoid unexpected failures that can disrupt mining operations. While Type W cables are designed for long service life, the severe conditions in mining applications may require replacement intervals shorter than those typical in less demanding applications.
Conclusion
Type W 2kV single-conductor portable power cables represent a critical technology that enables the safe and efficient operation of mobile mining equipment throughout Australian mining operations. These specialised cables successfully balance the competing requirements of electrical performance, mechanical durability, and environmental resistance that characterise modern mining applications.
The technical sophistication of modern Type W cables reflects decades of engineering development focused on meeting the unique challenges of mining environments. From the carefully optimised conductor stranding that provides exceptional flexibility to the advanced jacket formulations that resist chemical attack and mechanical abuse, every aspect of cable design addresses specific operational requirements encountered in Australian mining operations.
Understanding the electrical parameters, application requirements, and installation considerations for Type W cables enables mining professionals to make informed decisions that enhance both safety and operational efficiency. Proper cable selection based on actual operating conditions rather than generic specifications ensures optimal performance while avoiding the costs and safety risks associated with cable failures.
The diverse application scenarios encountered in Australian mining operations, from underground coal extraction to large-scale iron ore operations, demonstrate the versatility and reliability of Type W cable technology. Whether powering continuous mining machines in confined underground spaces or supporting mobile equipment in the extreme conditions of surface mining operations, these cables provide the electrical backbone that keeps mining operations productive and safe.
Safety considerations remain paramount in all Type W cable applications. The harsh conditions and critical nature of mining operations demand cable systems that not only perform reliably under normal conditions but also fail safely when subjected to abuse or unexpected conditions. The comprehensive safety standards and testing requirements for Type W cables provide assurance that these cables will perform as expected when safety depends on their reliability.
Looking toward the future, Type W cable technology continues to evolve in response to changing mining industry requirements. Advances in materials science, manufacturing techniques, and testing methods promise even better performance and longer service life for future generations of Type W cables. The ongoing development of more sophisticated monitoring and diagnostic systems will enable predictive maintenance approaches that further enhance the reliability and safety of mining electrical systems.
For mining operations throughout Australia, investing in proper Type W cable selection, installation, and maintenance practices represents a sound business decision that enhances both safety and profitability. The combination of technical performance, regulatory compliance, and proven reliability makes Type W cables an essential component of modern mining electrical infrastructure.
The success of any mining operation depends on the reliability of its electrical systems, and Type W cables play a crucial role in ensuring that reliability. By understanding the capabilities and limitations of these specialised cables, mining professionals can make informed decisions that contribute to safe, efficient, and profitable mining operations that meet the demanding requirements of Australia's diverse mining industry.

