
Understanding Type W Two-Conductor Flat Portable Power Cable (2kV)
Comprehensive guide to Type W 2kV flat portable power cables for Australian mining operations. Learn about DC mining equipment applications, electrical specifications, construction details, and expert solutions to common mining cable challenges.
6/13/202519 min read

Understanding Type W Two-Conductor Flat Portable Power Cable (2kV)
Introduction: The Backbone of Modern Mining Operations
In the rugged landscape of Australian mining, where operations stretch from the iron ore mines of the Pilbara to the coal fields of Queensland, reliable electrical infrastructure forms the foundation of productive and safe mining activities. Among the countless components that keep these operations running smoothly, portable power cables represent a critical yet often overlooked element that directly impacts both safety and productivity.
The harsh realities of mining environments demand electrical solutions that can withstand extraordinary challenges. Underground mining operations present particularly demanding conditions where cables must navigate tight spaces, resist abrasive materials, withstand chemical exposure, and maintain reliable power transmission despite constant movement and mechanical stress. Surface mining operations, while different in nature, present their own unique challenges including exposure to extreme weather conditions, heavy machinery traffic, and the need for flexible power distribution across vast operational areas.
Within this context, the Type W Two-Conductor Flat Portable Power Cable rated at 2kV emerges as a specialised solution engineered specifically to meet these demanding requirements. Unlike standard round cables that might suffice in conventional industrial applications, this flat cable design represents a thoughtful engineering approach to the unique challenges faced by mobile mining equipment. The cable's development reflects decades of experience in mining operations, incorporating lessons learned from equipment failures, safety incidents, and the ongoing pursuit of operational efficiency.
The significance of choosing the right cable extends far beyond simple power transmission. In mining operations where downtime can cost thousands of dollars per hour and safety incidents can have catastrophic consequences, the reliability of electrical infrastructure becomes paramount. The Type W flat portable cable addresses these concerns through its robust construction, specialised materials, and design features that have been specifically tailored for the demanding world of DC mining equipment.
Application Scenarios: Where Engineering Meets Mining Reality
DC Mining Equipment Applications
The Type W Two-Conductor Flat Portable Power Cable finds its primary application in powering DC mining equipment, where its unique design characteristics provide tangible advantages over conventional round cables. Understanding these applications requires examining the specific operational requirements and challenges faced by different types of mining equipment.
DC shuttle cars represent one of the most demanding applications for portable power cables in underground mining operations. These vehicles, which transport coal or ore from the mining face to conveyor systems or loading points, operate in extremely confined spaces where every centimetre of clearance matters. The flat profile of the Type W cable provides a significant advantage in these applications because it lies closer to the ground surface, reducing the risk of damage from vehicle traffic and allowing for easier cable management in areas where overhead clearance is severely limited.
The constant movement of shuttle cars creates unique stress patterns on power cables. Traditional round cables tend to twist and kink during repeated coiling and uncoiling operations, leading to premature failure of both conductors and insulation. The flat design of the Type W cable distributes these mechanical stresses more evenly across its width, significantly reducing the likelihood of conductor fatigue and insulation breakdown. This characteristic becomes particularly important when considering that shuttle cars may operate for extended periods with frequent starting, stopping, and direction changes.
Drilling equipment represents another critical application where the Type W cable's design advantages become apparent. Mining drills, whether used for exploration, production drilling, or roof bolting operations, require flexible power connections that can accommodate the complex movements inherent in drilling operations. The cable must bend around drilling equipment, navigate through support structures, and maintain electrical integrity despite exposure to drilling mud, rock dust, and the vibrations associated with drilling operations.
Cutting and loading machines, including continuous miners and longwall shearers, present perhaps the most demanding application environment for portable power cables. These machines operate at the coal face or ore body, where they encounter the highest concentrations of abrasive materials, potential chemical exposures, and mechanical stress. The extra-heavy-duty construction of the Type W cable becomes essential in these applications, where cable failure can result in extended downtime and significant safety risks.
Advantages of Flat Cable Design in Constrained Environments
The engineering decision to utilise a flat cable design rather than the more conventional round configuration reflects a deep understanding of mining operational requirements. In underground mining environments, space constraints are omnipresent, and the ability to route cables efficiently can significantly impact both safety and productivity.
Flat cables demonstrate superior performance in cable trays and along tunnel walls, where they can be secured more effectively and present a lower profile that reduces the risk of damage from passing equipment. The reduced overall height of flat cables compared to equivalent round cables means that they require less vertical clearance, which can be crucial in low-height mining areas where every centimetre of headroom is valuable.
The flexibility characteristics of flat cables differ significantly from round cables, particularly in terms of the bending radius and the cable's behaviour during repeated flexing cycles. While round cables tend to develop preferential bending directions that can lead to stress concentration, flat cables distribute bending stresses more uniformly across their width. This characteristic results in improved fatigue resistance and longer service life in applications involving repeated movement.
Cable drag represents another significant advantage of the flat design. When cables are pulled across surfaces, the flat profile creates less resistance and reduces wear on both the cable jacket and the surface over which it travels. This characteristic becomes particularly important for shuttle car applications, where cables may be dragged across mine floors for extended distances.
Environmental Resistance and Durability
Australian mining operations expose equipment to some of the world's most challenging environmental conditions. From the corrosive salt air of coastal iron ore operations to the acidic conditions found in some underground mines, the Type W cable's construction incorporates materials and design features specifically chosen to resist these harsh environments.
Abrasion resistance represents a fundamental requirement for any cable used in mining applications. The extra-heavy-duty Chlorinated Polyethylene (CPE) jacket provides exceptional resistance to cuts, gouges, and surface wear that would quickly destroy conventional cable jackets. This resistance extends to both mechanical abrasion from contact with rough surfaces and chemical abrasion from exposure to mining chemicals and process fluids.
Oil and chemical resistance becomes particularly important in mining operations where hydraulic fluids, lubricants, and various processing chemicals are commonly encountered. The CPE jacket material demonstrates excellent resistance to a wide range of chemicals commonly found in mining environments, including hydraulic oils, diesel fuel, and various cleaning solvents. This chemical resistance prevents the cable jacket from swelling, cracking, or deteriorating when exposed to these substances.
Underground mining operations often involve exposure to elevated temperatures, either from geothermal conditions or from the heat generated by mining equipment. The Type W cable's 90°C maximum operating temperature rating provides adequate margin for these conditions while maintaining reliable electrical performance and mechanical integrity.


Electrical and Mechanical Characteristics: Engineering Excellence in Detail
Construction Details and Material Selection
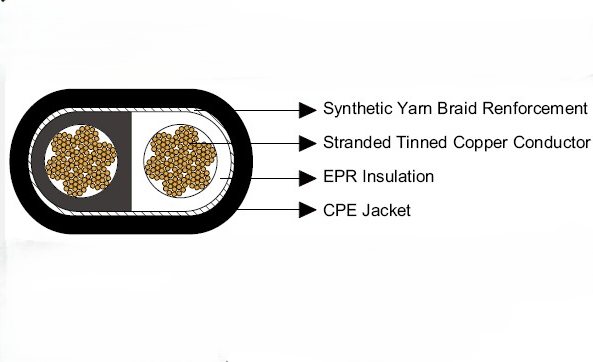
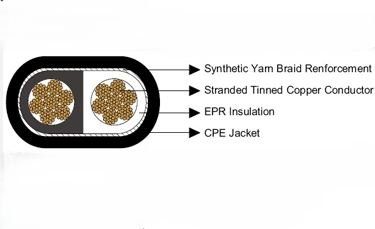
The construction of the Type W Two-Conductor Flat Portable Power Cable reflects careful consideration of each component's role in achieving reliable performance under demanding mining conditions. Understanding these construction details provides insight into why this cable performs effectively where others might fail.
The conductor system utilises stranded annealed tinned copper, a material choice that optimises both electrical and mechanical performance. The stranding configuration provides flexibility necessary for portable applications while maintaining the current-carrying capacity required for mining equipment. Annealing the copper ensures maximum conductivity and flexibility, while the tin coating provides corrosion resistance that becomes crucial in the humid conditions often encountered in mining operations.
The use of tinned copper deserves particular attention because of its performance advantages in mining environments. Untreated copper conductors can develop oxidation layers that increase resistance and create hot spots, particularly in humid conditions or when exposed to certain chemicals. The tin coating prevents this oxidation while maintaining excellent electrical contact characteristics at terminations and connections.
The insulation system employs Ethylene Propylene Rubber (EPR), a material selected for its exceptional dielectric properties and temperature resistance. EPR insulation provides superior performance compared to PVC or other common insulation materials in several key areas. The material maintains its flexibility and dielectric strength across a wide temperature range, from the cold conditions that might be encountered in some mining operations to the elevated temperatures generated by high-current applications.
EPR insulation also demonstrates excellent resistance to ozone and weathering, characteristics that become important for cables that may be exposed to electrical equipment that generates ozone or for surface mining applications where UV exposure occurs. The material's resistance to tracking and treeing ensures long-term electrical integrity even when exposed to contaminated surfaces or partial discharge conditions.
The reinforcement system incorporates synthetic yarn that provides mechanical strength without compromising flexibility. This reinforcement serves multiple functions, including tensile strength enhancement, tear resistance improvement, and providing a barrier that helps prevent jacket damage from propagating to the insulation system. The choice of synthetic materials ensures that the reinforcement maintains its properties in wet conditions and doesn't contribute to cable degradation through organic decomposition.
Jacket System and Protection Options
The jacket system represents the cable's first line of defence against the harsh mining environment, and the Type W cable's extra-heavy-duty CPE jacket provides comprehensive protection against the multiple threats encountered in mining operations. The CPE material offers an excellent balance of mechanical toughness, chemical resistance, and weather resistance that makes it ideal for mining applications.
Chlorinated Polyethylene demonstrates superior abrasion resistance compared to many other jacket materials, a characteristic that proves essential when cables are dragged across rough surfaces or subjected to repeated handling. The material's toughness helps prevent cuts and gouges that could compromise the cable's integrity, while its flexibility ensures that the cable can be handled and installed without damage.
The availability of alternative jacket materials, including CSP (Chlorosulfonated Polyethylene), PCP (Polychloroprene), NBR (Nitrile Butadiene Rubber), and PVC (Polyvinyl Chloride), allows the cable specification to be optimised for specific environmental conditions. Each of these materials offers particular advantages in certain applications, and understanding these differences helps mining operations select the most appropriate cable for their specific conditions.
CSP jackets provide enhanced ozone resistance and maintain flexibility at lower temperatures, making them suitable for applications where these characteristics are important. PCP jackets offer excellent oil resistance and good low-temperature flexibility, while NBR jackets provide superior resistance to oils and many chemicals. PVC jackets, while less expensive, may be suitable for less demanding applications where cost considerations are paramount.
The two-layer jacket option with reinforcing fibre represents an advanced construction designed for the most demanding applications. This construction provides enhanced tensile strength and puncture resistance while maintaining the flexibility necessary for portable applications. The reinforcing fibre, typically aramid or similar high-strength synthetic material, is embedded between the jacket layers where it provides maximum protection against mechanical damage.
Electrical Ratings and Performance Parameters
The electrical performance of the Type W cable reflects careful engineering to meet the specific requirements of DC mining equipment while providing adequate safety margins for reliable operation. The 2kV voltage rating provides appropriate insulation strength for mining equipment operating at lower voltages while offering substantial safety margin for overvoltage conditions that might occur due to switching transients or other system disturbances.
The voltage rating deserves careful consideration in the context of mining applications. While many mining equipment systems operate at voltages well below 2kV, the higher voltage rating provides several advantages. The increased insulation thickness improves mechanical protection of the conductors, enhances the cable's ability to withstand partial discharge conditions that might occur in contaminated environments, and provides greater safety margin for personnel working with the equipment.
The maximum conductor temperature rating of 90°C represents a balance between current-carrying capacity and insulation life. Operating at this temperature allows the cable to carry substantial current loads while ensuring long-term reliability of the EPR insulation system. The temperature rating also provides adequate margin for ambient temperature variations and the thermal effects of bundling with other cables.
Understanding the ampacity ratings requires consideration of the specific operating conditions encountered in mining applications. The published ampacity values assume a conductor temperature of 90°C and an ambient air temperature of 40°C, conditions that represent reasonable assumptions for many mining applications. However, actual current-carrying capacity may be affected by factors such as cable bundling, installation in conduit or cable trays, and elevated ambient temperatures that might be encountered in some mining environments.
The ampacity values range from 72A for the smallest 2×8 AWG configuration to 328A for the largest 2×4/0 AWG configuration, providing options to match the power requirements of different mining equipment. The selection of appropriate conductor size involves balancing several factors, including the equipment's current requirements, voltage drop limitations, and mechanical considerations such as cable weight and flexibility.
The minimum bending radius specification of 6× OD (outside diameter) reflects the cable's construction and ensures that bending stresses remain within acceptable limits. This bending radius is relatively generous compared to some cable types, providing additional assurance that the cable can be installed and handled without damage to the conductors or insulation system.

Mining-Focused FAQ: Expert Solutions to Common Challenges
Understanding the practical aspects of using Type W cables in mining operations requires addressing the common questions and concerns that arise during cable selection, installation, and operation. These frequently asked questions reflect the real-world experiences of mining operations and provide insight into optimising cable performance and reliability.
Q1: Why choose a flat cable instead of round for mining equipment applications?
The decision to use flat cables rather than round cables in mining applications stems from several practical advantages that directly impact operational efficiency and safety. Flat cables demonstrate superior performance in the constrained environments typical of mining operations, where space limitations often dictate equipment design and installation practices.
The primary advantage lies in the cable's ability to lay flatter against surfaces, reducing the overall height profile compared to equivalent round cables. In underground mining operations where headroom is at a premium, this reduced profile can be the difference between successful cable installation and costly modifications to accommodate round cables. The flat design also creates more stable cable runs, reducing the tendency for cables to roll or shift position when subjected to vibration or air movement.
Flexibility characteristics differ significantly between flat and round cables, particularly in applications involving repeated bending cycles. Flat cables distribute bending stresses across their width rather than concentrating stress at specific points as occurs with round cables. This stress distribution results in improved fatigue resistance and longer service life in applications such as shuttle car power feeds, where cables undergo thousands of bending cycles during their service life.
The flat design also provides advantages in cable management and installation. Flat cables can be more easily secured to surfaces using standard cable clamps and supports, and they present a more stable platform for cable pulling operations. The reduced tendency to twist during installation simplifies cable laying operations and reduces the risk of conductor damage during installation.
From a maintenance perspective, flat cables offer easier inspection capabilities since a larger portion of the cable surface is visible when the cable is installed. This visibility can help maintenance personnel identify potential problems such as jacket damage, kinking, or wear patterns before they result in cable failure.
Q2: What specific characteristics make this cable suitable for high-abrasion mining environments?
The Type W cable's suitability for high-abrasion environments results from a combination of material selection and construction techniques specifically designed to resist the mechanical stresses encountered in mining operations. The extra-heavy-duty CPE jacket represents the primary defence against abrasive conditions, providing significantly greater thickness and toughness compared to standard cable jackets.
The CPE material itself demonstrates exceptional abrasion resistance due to its molecular structure, which provides both toughness and flexibility. Unlike some materials that become brittle when formulated for abrasion resistance, CPE maintains flexibility while providing superior resistance to cuts, gouges, and surface wear. This combination proves essential in mining applications where cables must resist damage while maintaining the flexibility necessary for portable applications.
The jacket thickness of the Type W cable exceeds that of standard portable cables, providing additional material to absorb abrasive wear before the underlying reinforcement or insulation systems are compromised. This extra material represents an investment in longer service life and reduced maintenance costs, particularly important considerations for mining operations where cable replacement can involve significant downtime and labour costs.
The reinforcement system incorporating synthetic yarn provides an additional layer of protection against mechanical damage. If abrasive conditions do penetrate the outer jacket, the reinforcement layer helps prevent damage from propagating to the insulation system. This multi-layer protection approach ensures that minor jacket damage doesn't immediately compromise the cable's electrical integrity.
The stranded conductor construction contributes to abrasion resistance by providing flexibility that helps the cable conform to surfaces and avoid stress concentration points that might occur with stiffer constructions. The tinned copper conductors resist corrosion that might occur if moisture penetrates through minor jacket damage, providing additional protection against the effects of abrasive wear.
Chemical resistance represents another aspect of the cable's suitability for harsh mining environments. The CPE jacket resists degradation from exposure to oils, solvents, and many chemicals commonly encountered in mining operations. This chemical resistance prevents jacket softening or hardening that might compromise abrasion resistance over time.
Q3: Can this cable be used for AC systems, and what considerations apply?
While the Type W cable is primarily designed and optimised for DC applications, understanding its potential use in AC systems requires examining both the technical capabilities and the design optimisations that favour DC applications. The cable's electrical characteristics, including its voltage rating and insulation system, are technically capable of AC transmission within appropriate voltage and frequency ranges.
The 2kV voltage rating applies to both AC and DC applications, though the peak voltage stress in AC systems differs from DC systems due to the sinusoidal nature of AC voltage. For AC applications, the RMS voltage rating should be considered equivalent to the DC rating, meaning the cable can safely handle AC voltages up to 2kV RMS. However, the transient overvoltages that can occur in AC systems may require additional consideration of the cable's voltage withstand capabilities.
The EPR insulation system performs well in both AC and DC applications, though some characteristics differ between the two. In AC applications, the insulation experiences alternating electrical stress that can lead to different aging mechanisms compared to the constant stress experienced in DC applications. EPR insulation generally handles these alternating stresses well, but the long-term aging characteristics may differ slightly between AC and DC service.
Conductor considerations for AC applications include skin effect and proximity effect, which can reduce the effective cross-sectional area available for current conduction at higher frequencies. For typical mining equipment operating frequencies (50 or 60 Hz), these effects are generally minimal for the conductor sizes used in Type W cables, but they should be considered for precise ampacity calculations in AC applications.
The flat cable design may present some considerations for AC applications that don't apply to DC service. The close proximity of conductors in flat cables can result in higher magnetic coupling between conductors compared to round cables with similar spacing. This coupling can affect the cable's impedance characteristics and may influence voltage regulation in long cable runs.
Despite these technical capabilities, the cable's optimisation for DC applications means that alternative cable designs might be more appropriate for AC applications, particularly where AC-specific performance characteristics such as impedance matching or harmonic distortion are important considerations.
Q4: What are the consequences of operating the cable above its 90°C temperature rating?
Operating the Type W cable above its rated maximum temperature of 90°C can have serious consequences for both the cable's performance and safety, making it essential to understand both the immediate and long-term effects of temperature excursions. The 90°C rating represents the maximum conductor temperature at which the cable can operate continuously while maintaining its expected service life and electrical properties.
Immediate effects of temperature excursion include changes in the electrical and mechanical properties of the insulation system. EPR insulation experiences reduced dielectric strength at elevated temperatures, increasing the risk of insulation breakdown and electrical failure. The insulation also becomes softer at higher temperatures, making it more susceptible to mechanical damage and reducing its ability to maintain separation between conductors.
Long-term effects of elevated temperature operation are even more concerning, as they involve irreversible chemical changes in the insulation system. EPR insulation undergoes thermal aging processes that permanently degrade its electrical and mechanical properties. These aging processes accelerate exponentially with temperature increases, meaning that even modest temperature excursions can significantly reduce cable life.
The relationship between temperature and insulation life follows well-established principles, with typical estimates suggesting that each 10°C increase in operating temperature can halve the insulation life. This relationship means that operating at 100°C instead of 90°C could reduce the cable's expected life by approximately 50%, while operation at 110°C might reduce life by 75% or more.
Thermal cycling effects compound the problems associated with elevated temperature operation. As cables heat up and cool down during operation cycles, the different thermal expansion rates of various cable components create mechanical stresses that can lead to insulation cracking, conductor movement, and interface failures between different materials.
The consequences extend beyond insulation degradation to include effects on other cable components. The CPE jacket material can also experience thermal aging, though typically at higher temperatures than the insulation system. Elevated temperatures can cause jacket hardening or softening, depending on the specific conditions, and can accelerate chemical degradation processes that reduce the jacket's protective capabilities.
Preventing temperature excursions requires careful attention to ampacity calculations, installation conditions, and operating practices. Proper cable sizing ensures that conductor heating remains within acceptable limits under normal operating conditions. Installation practices that ensure adequate ventilation and avoid bundling cables unnecessarily help maintain reasonable operating temperatures.
Q5: When might enhanced mechanical strength options be necessary?
The decision to specify enhanced mechanical strength options, such as the two-layer jacket with reinforcing fibre, depends on evaluating the specific mechanical stresses that the cable will encounter during its service life. Standard Type W cable construction provides substantial mechanical strength for typical mining applications, but certain operating conditions may justify the additional cost and complexity of enhanced construction.
Applications involving high tensile loads represent the most common justification for enhanced mechanical strength. These conditions might occur when cables are used to support their own weight over long spans, when cables are subjected to pulling forces during equipment movement, or when cables must resist forces applied during installation or maintenance activities. The aramid or similar high-strength reinforcing fibres used in enhanced constructions can provide tensile strengths several times greater than standard constructions.
Dynamic loading conditions may also justify enhanced mechanical strength options. Applications where cables are subjected to repeated shock loads, such as cables connected to equipment that experiences sudden starting or stopping forces, can benefit from the additional reinforcement. The enhanced construction helps distribute these dynamic loads more effectively and reduces stress concentration points that might lead to premature failure.
Environmental factors can create conditions where enhanced mechanical strength becomes necessary. Operations in areas where cables might be subjected to impact from falling objects, contact with sharp edges, or extreme handling conditions may require the additional protection provided by enhanced construction. The two-layer jacket design provides redundant protection, ensuring that damage to the outer jacket doesn't immediately compromise the cable's integrity.
Installation considerations might also drive the need for enhanced mechanical strength. Long cable pulls, installation through conduit systems with multiple bends, or installation in areas where cables must be routed around obstacles with tight bend radii can create installation stresses that exceed the capabilities of standard construction. Enhanced mechanical strength options help ensure that cables survive the installation process without damage.
The cost-benefit analysis for enhanced mechanical strength options should consider not only the additional initial cost but also the potential savings from reduced maintenance, longer service life, and decreased downtime. In critical applications where cable failure could result in significant operational disruption, the additional cost of enhanced construction often represents a sound investment.
Q6: How can cable service life be optimised in chemically aggressive mining environments?
Optimising cable service life in chemically aggressive environments requires a comprehensive approach that addresses material selection, installation practices, and maintenance procedures. Understanding the specific chemical exposures encountered in different mining operations forms the foundation for developing effective cable protection strategies.
Material selection represents the first line of defence against chemical attack. While the standard CPE jacket provides excellent resistance to many chemicals commonly encountered in mining operations, specific applications may benefit from alternative jacket materials that offer superior resistance to particular chemical exposures. The availability of CSP, PCP, NBR, and PVC jacket options allows the cable specification to be optimised for specific chemical environments.
CSP jackets excel in applications involving exposure to acids, bases, and oxidising chemicals, making them suitable for operations where chemical processing occurs or where naturally occurring acidic conditions exist. The material's resistance to ozone and weathering also provides advantages in applications where electrical equipment generates ozone or where UV exposure occurs.
PCP jackets demonstrate superior performance in applications involving petroleum-based chemicals, hydraulic fluids, and many organic solvents. Mining operations that use significant quantities of diesel fuel, hydraulic oils, or similar materials may benefit from PCP jacket selection. The material also provides good flexibility at low temperatures, which can be advantageous in some mining environments.
NBR jackets offer the highest level of oil and chemical resistance among the available options, making them suitable for the most aggressive chemical environments. Applications involving exposure to strong solvents, specialty chemicals, or combinations of different chemical exposures may justify the selection of NBR jacket material despite its higher cost.
Installation practices significantly influence cable performance in chemically aggressive environments. Proper cable routing that minimises exposure to chemical spills or splash zones can dramatically extend cable life. When exposure cannot be avoided, installation techniques that facilitate drainage and cleaning help prevent chemical accumulation that might lead to prolonged exposure.
Cable support systems should be designed to prevent chemical pooling around cables and to allow for easy cleaning and inspection. Supports that elevate cables above floor level reduce exposure to chemical spills and facilitate maintenance access. The use of chemical-resistant support materials prevents degradation of the cable support system that might lead to cable damage.
Preventive maintenance programs play a crucial role in optimising cable life in aggressive environments. Regular inspection schedules that identify early signs of chemical attack allow for timely intervention before significant damage occurs. Cleaning procedures that remove chemical residues help prevent long-term degradation, while protective treatments or barriers can provide additional protection in the most aggressive environments.
Environmental monitoring can provide valuable information for optimising cable selection and maintenance practices. Understanding the specific chemicals present, their concentrations, and exposure patterns helps in selecting appropriate cable materials and developing effective maintenance procedures. This information also supports decisions about when enhanced protection measures or alternative installation approaches might be justified.
Conclusion: Investing in Reliable Mining Infrastructure
The Type W Two-Conductor Flat Portable Power Cable rated at 2kV represents a sophisticated engineering solution designed specifically to meet the unique challenges of mining operations. Its development reflects decades of experience in understanding how electrical infrastructure performs in the demanding environment of mineral extraction, where reliability, safety, and operational efficiency converge to determine the success of mining ventures.
The cable's flat design addresses real operational challenges encountered in mining environments, providing tangible benefits in terms of installation flexibility, cable management, and service life. The careful selection of materials, from the tinned copper conductors to the extra-heavy-duty CPE jacket, demonstrates how proper engineering can address the multiple stresses encountered in mining applications while maintaining the electrical performance necessary for reliable equipment operation.
The comprehensive range of electrical ratings and mechanical specifications ensures that the cable can be properly matched to specific equipment requirements and operating conditions. The availability of alternative jacket materials and enhanced construction options provides the flexibility necessary to optimise cable selection for different mining environments and applications.
Perhaps most importantly, the Type W cable represents an investment in operational reliability that extends far beyond the cable itself. In mining operations where equipment downtime can cost thousands of dollars per hour and safety incidents can have catastrophic consequences, the selection of appropriate electrical infrastructure becomes a critical business decision. The enhanced reliability provided by properly specified cables translates directly into improved operational efficiency, reduced maintenance costs, and enhanced safety performance.
The compliance with international standards including ICEA S-75-381/NEMA WC 58, ASTM specifications, and CAN/CSA requirements ensures that the cable meets recognised industry standards for both performance and safety. This compliance provides assurance that the cable will perform as expected and helps satisfy regulatory requirements that govern mining operations.
Looking forward, the continued evolution of mining operations toward increased automation, higher power requirements, and more sophisticated electrical systems will place even greater demands on electrical infrastructure. The Type W cable's robust design and proven performance characteristics position it well to meet these evolving requirements while continuing to provide the reliability that modern mining operations demand.
The investment in quality electrical infrastructure, exemplified by the Type W Two-Conductor Flat Portable Power Cable, represents a fundamental commitment to operational excellence in mining. By choosing cables that are specifically designed and manufactured for mining applications, operations can achieve improved safety, enhanced reliability, and reduced total cost of ownership while supporting the productive and efficient extraction of mineral resources that drive economic growth and development.
For Australian mining operations facing the unique challenges of our diverse mineral extraction environments, from the remote iron ore operations of Western Australia to the complex underground coal mines of Queensland and New South Wales, the Type W cable provides a proven solution that addresses the specific requirements of mobile mining equipment while delivering the performance and reliability that successful mining operations require.

