
What Is AS/NZS 1802:2018 Type 280B Cable? Applications, Specs & FAQs for Australian Open-Cut Mines
Comprehensive guide to AS/NZS 1802:2018 Type 280B semiconductive screened trailing cables for Australian open-cut mining operations, including technical specifications, applications, and troubleshooting FAQs for major mining regions.
6/20/202519 min read
What Is AS/NZS 1802:2018 Type 280B Cable? Applications, Specs & FAQs for Australian Open-Cut Mines
Introduction
Australia's mining industry operates some of the world's most demanding open-cut operations, where electrical infrastructure must withstand extreme conditions whilst maintaining absolute reliability. At the heart of these operations lies a critical component that often goes unnoticed by the general public: the AS/NZS 1802:2018 Type 280B semiconductive screened trailing cable.
This specialised electrical cable represents decades of engineering refinement specifically designed for the harsh realities of Australian surface mining. Unlike ordinary industrial cables, Type 280B cables must endure constant flexing, severe abrasion from rock and equipment, exposure to chemicals and oils, extreme temperature variations, and the relentless Australian sun's ultraviolet radiation. These cables serve as the electrical lifelines for shuttle cars, draglines, electric shovels, and countless other pieces of mobile mining equipment that extract billions of dollars worth of resources from Australian soil each year.
The AS/NZS 1802:2018 standard establishes rigorous requirements for mining cables, ensuring they can operate safely in environments where failure could result in production shutdowns costing millions of dollars per day, or worse, endanger workers' lives. Type 280B cables specifically address the unique challenges of mobile surface mining equipment, where traditional fixed installation cables would fail within days or weeks under the mechanical stresses involved.
Understanding these cables becomes particularly important when we consider that Australia produces approximately 80% of its coal through open-cut methods, whilst massive iron ore, copper, and gold operations in Western Australia rely entirely on the continuous operation of electrically-powered mobile equipment. The reliability of Type 280B cables directly impacts Australia's position as a global mining powerhouse.
Australia's Major Open-Cut Mine Regions
To appreciate the demanding environments where Type 280B cables operate, we must examine Australia's major open-cut mining regions, each presenting unique challenges that influence cable design and selection.
Western Australia: The Resource Heartland
Western Australia hosts some of the planet's most impressive open-cut operations, where Type 280B cables face extreme heat, abrasive dust, and massive scale operations. The legendary Super Pit at Kalgoorlie stands as Australia's largest open-cut gold mine, measuring an astounding 3.5 kilometres long, 1.5 kilometres wide, and extending over 600 metres deep. This enormous excavation requires dozens of electric shovels, haul trucks with trolley assist systems, and shuttle cars, all depending on reliable trailing cable connections.
The scale becomes even more impressive when we consider Mount Whaleback in the Pilbara region, recognised as the world's largest open-cut iron ore mine. Here, temperatures regularly exceed 45°C, dust storms are common, and equipment operates around the clock. Type 280B cables in these conditions must maintain electrical integrity whilst being dragged across sharp rocks, subjected to crushing loads, and exposed to iron ore dust that acts like sandpaper on cable sheaths.
Newmont's Boddington Gold Mine represents another extreme environment, where Type 280B cables support some of the world's largest mining equipment. The combination of Western Australia's intense solar radiation, temperature extremes ranging from near-freezing winter nights to scorching summer days, and the constant mechanical stress of mobile equipment creates one of the most demanding cable environments globally.
New South Wales: Coal Country Challenges
New South Wales presents different but equally demanding conditions for Type 280B cables. The Cadia-Ridgeway operation, Australia's second-largest open-cut mine, combines copper and gold extraction in an environment where cables must resist both chemical exposure from processing operations and the mechanical stresses of handling diverse ore types.
Mount Arthur Mine in the Hunter Valley exemplifies the challenges facing Type 280B cables in coal operations. As New South Wales' largest coal mine with a capacity exceeding 20 million tonnes annually, the operation requires extensive networks of trailing cables to power draglines, shovels, and shuttle cars. Coal mining presents unique electrical challenges, including the need for intrinsically safe operations in potentially explosive atmospheres and resistance to coal dust infiltration that can cause tracking and flashover failures.
The Hunter Valley's climate adds another layer of complexity, with seasonal flooding, high humidity, and significant temperature variations throughout the year. Type 280B cables here must maintain waterproof integrity during flood events whilst continuing to provide reliable power transmission for critical mining equipment.
Queensland: Tropical Mining Conditions
Queensland's mining operations, particularly in the Bowen Basin, subject Type 280B cables to tropical conditions that combine high temperatures with extreme humidity and seasonal monsoon rains. Hail Creek Mine, producing 5.5 million tonnes of coking coal annually, operates in an environment where cables face rapid temperature cycling as equipment moves between air-conditioned operator cabins and the extreme heat of Queensland's interior.
The Ensham Mine, whilst smaller at 3.2 million tonnes annual capacity, represents the long-term rehabilitation challenges facing the industry. Here, Type 280B cables must not only perform reliably during active mining but also support the gradual transition to rehabilitation activities, requiring flexibility in cable routing and the ability to withstand changing operational patterns.
Queensland's unique challenges include cyclone seasons that can bring sustained winds exceeding 200 kilometres per hour, torrential rainfall, and lightning strikes. Type 280B cables must incorporate robust earthing systems and surge protection whilst maintaining mechanical integrity under extreme weather conditions.
Typical Applications in Open-Cut Mines
Type 280B cables serve as the electrical backbone for mobile surface mining equipment, each application presenting specific technical requirements that influence cable design and installation practices. Understanding these applications helps explain why standard industrial cables prove inadequate for mining environments.
Shuttle Car Electrification Systems
Shuttle cars represent one of the most demanding applications for Type 280B cables. These vehicles must traverse uneven terrain, navigate around obstacles, and position themselves precisely for loading operations, all whilst maintaining continuous electrical connection through trailing cables. The cable must flex continuously as the shuttle car moves, often through angles exceeding 90 degrees and radii as tight as ten times the cable diameter.
Modern shuttle cars in Australian operations can draw electrical loads exceeding 1000 amperes at 1100 volts, requiring Type 280B cables with conductor cross-sections up to 300 square millimetres. The semiconductive screen becomes critical in these applications, as it ensures uniform electric field distribution around the conductor, preventing corona discharge and premature insulation failure under the high electrical stress conditions.
Dragline and Electric Shovel Applications
Draglines and electric shovels represent the heavy artillery of open-cut mining, with some units capable of moving over 100 cubic metres of material in a single bucket. These machines require trailing cables that can support not only the massive electrical loads involved but also the mechanical stresses of positioning the cable during operation.
A typical electric shovel cycle involves the cable being dragged, lifted, twisted, and subjected to crushing forces as the machine positions itself for optimal digging angles. Type 280B cables for these applications incorporate additional mechanical reinforcement, often including Kevlar braiding or steel wire armoring beneath the outer sheath to prevent cable elongation and conductor damage.
Conveyor and Auxiliary Equipment Power Supply
Mobile conveyors and auxiliary equipment present unique challenges as they often operate in temporary installations that require frequent cable repositioning. Unlike fixed installations where cables can be protected in conduits or cable trays, these applications expose Type 280B cables directly to the mining environment.
The semiconductive screen in these applications provides essential earth fault protection, enabling rapid detection of insulation failures before they can progress to dangerous fault currents. This becomes particularly important in wet conditions where earth fault currents as low as 500 milliamperes can indicate impending cable failure.
Electrical and Mechanical Parameters of Type 280B
The technical specifications of AS/NZS 1802:2018 Type 280B cables reflect decades of mining industry experience and represent a careful balance between electrical performance, mechanical durability, and practical installation requirements. Understanding these parameters helps explain why these cables can operate reliably in environments that would destroy conventional electrical cables within days.
Voltage Rating and Insulation System
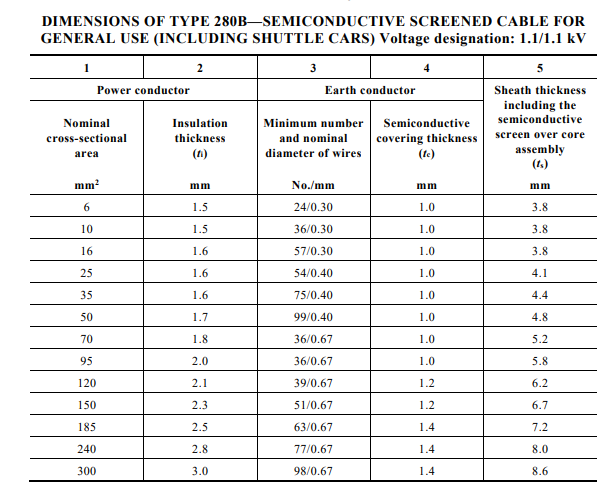
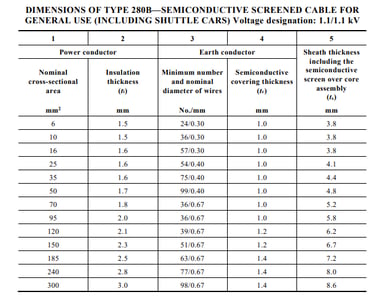
Type 280B cables carry a voltage designation of 1.1/1.1 kilovolts, meaning they can operate continuously at 1100 volts phase-to-phase and 1100 volts phase-to-earth. This voltage level represents the optimal balance for mining applications, providing sufficient power transmission capacity whilst remaining below the 3.3 kilovolt threshold that would require significantly more complex safety systems and installation procedures.
The insulation system employs R-EP-90 rated materials, indicating resistance to rubber degradation, excellent performance with ethylene-propylene compounds, and the ability to operate continuously at conductor temperatures up to 90°C. This temperature rating proves crucial in Australian mining conditions where ambient temperatures can exceed 45°C and solar heating can raise cable surface temperatures well above 60°C.
Conductor Construction and Current Capacity
Type 280B cables employ stranded copper conductors ranging from 6 square millimetres for control applications up to 300 square millimetres for high-power mobile equipment. The conductor stranding follows specific patterns designed to maximise flexibility whilst maintaining low electrical resistance. For example, a 50 square millimetre conductor comprises 99 individual wires, each 0.40 millimetres in diameter, arranged in concentric layers that allow the conductor to flex repeatedly without work-hardening and eventual failure.
The current-carrying capacity depends on multiple factors including ambient temperature, installation method, and grouping with other cables. In typical mining applications with ambient temperatures of 40°C and direct burial installation, a 50 square millimetre Type 280B cable can safely carry approximately 200 amperes continuously, sufficient for most shuttle car and mobile equipment applications.
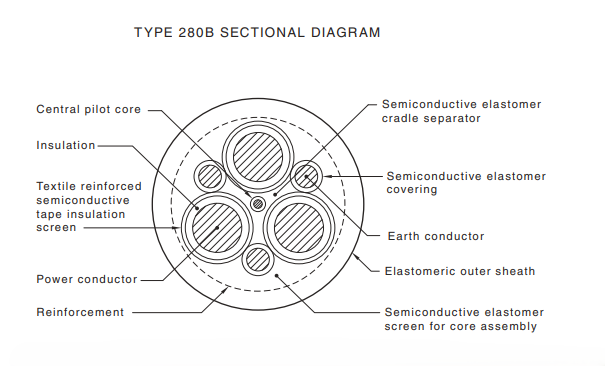
Semiconductive Screen Technology
The semiconductive screen represents one of the most sophisticated aspects of Type 280B cable design. This layer, typically 1.0 to 1.4 millimetres thick depending on conductor size, consists of specially formulated polymeric compounds with precisely controlled electrical resistivity. The screen serves multiple critical functions that distinguish mining cables from ordinary industrial applications.
Firstly, the semiconductive screen ensures uniform electric field distribution around the conductor insulation. Without this screen, electric field concentrations at conductor strand contact points could cause premature insulation breakdown, particularly under the mechanical stresses common in mining applications. The screen effectively creates a smooth cylindrical electrode that eliminates field enhancement effects.
Secondly, the screen provides earth fault detection capability by carrying small leakage currents that indicate insulation degradation before complete failure occurs. Modern mining electrical systems monitor screen current continuously, with earth fault protection systems capable of detecting fault currents below 500 milliamperes and initiating equipment shutdown within 10 milliseconds.
Sheath Construction and Environmental Protection
The outer sheath of Type 280B cables incorporates multiple layers designed to protect against the diverse environmental challenges present in open-cut mining. The base sheath employs specially formulated elastomeric compounds that maintain flexibility across temperature ranges from -20°C to +90°C whilst providing excellent resistance to oils, greases, and chemical exposure.
Mechanical protection comes from embedded textile braiding, often incorporating high-strength synthetic fibres such as Kevlar. This reinforcement prevents cable elongation under tension and provides cut resistance when cables are dragged across sharp rocks or mining debris. The sheath thickness varies from 3.8 millimetres for smaller cables up to 8.6 millimetres for the largest 300 square millimetre conductors, with thicker sheaths providing progressively better mechanical protection.
Ultraviolet resistance becomes critical for cables exposed to Australian sunlight, with specially formulated compounds and carbon black additives providing protection against photochemical degradation. This protection proves essential for cables that may remain exposed to direct sunlight for months during extended mining campaigns.
Mining-Grade Design Features
The harsh realities of open-cut mining have driven the development of specialised design features that distinguish Type 280B cables from conventional industrial applications. These features represent solutions to real-world problems encountered in decades of mining operations across Australia's diverse and challenging environments.
Chemical Resistance and Environmental Durability
Mining environments expose cables to an extraordinary range of chemical challenges, from diesel fuel and hydraulic oils to processing chemicals and naturally occurring mineral compounds. Type 280B cables incorporate specially formulated sheath compounds that resist degradation from these substances whilst maintaining flexibility and mechanical properties over extended periods.
Diesel fuel resistance becomes particularly important for mobile equipment applications where fuel spills are common during refueling operations. The cable sheath must not only resist immediate damage from hydrocarbon exposure but also prevent long-term plasticizer migration that could lead to sheath embrittlement and cracking.
Hydraulic oil exposure presents another significant challenge, as modern mining equipment operates at hydraulic pressures exceeding 350 bar, and seal failures can result in high-pressure oil jets contacting electrical cables. Type 280B cables must resist both the chemical effects of hydraulic fluids and the mechanical cutting action of high-pressure jets.
Salt water exposure occurs in coastal mining operations and during wash-down procedures, requiring cables to resist chloride-induced corrosion whilst maintaining electrical insulation properties. The semiconductive screen becomes particularly important in these applications, as salt contamination can create conductive paths that bypass the earth fault detection system.
Mechanical Reinforcement Systems
The mechanical stresses encountered in mining applications exceed those found in virtually any other electrical installation. Cables may be subjected to tensile loads exceeding 1000 kilograms, crushing forces from equipment wheels weighing over 100 tonnes, and abrasion from being dragged across surfaces with the cutting properties of coarse sandpaper.
Type 280B cables address these challenges through multiple reinforcement strategies. High-strength textile braiding provides tensile strength whilst maintaining cable flexibility, essential for applications where cables must flex continuously during equipment operation. The braiding pattern follows helical layouts that distribute loads evenly across the cable circumference whilst preventing jacket splitting under tension.
Steel wire reinforcement finds application in the most demanding installations, particularly for dragline and large shovel applications where cable loads can exceed the capacity of textile reinforcement. However, steel reinforcement creates additional challenges, including the need for specialized termination techniques and increased cable weight that can strain support systems.
Flame Retardance and Fire Safety
Australian mining operations face significant bushfire risks, particularly during summer months when extreme fire danger conditions can threaten mining infrastructure. Type 280B cables incorporate flame-retardant compounds that prevent fire propagation whilst minimizing toxic gas emission during combustion.
The flame retardance requirements extend beyond simple ignition resistance to include limitations on flame spread distance, heat release rates, and smoke generation. These properties prove critical when cables route through confined spaces such as equipment compartments where fire could trap personnel or damage critical safety systems.
Halogen-free formulations have become increasingly common in newer Type 280B cable designs, reducing the emission of corrosive and toxic gases during fire conditions. This becomes particularly important in underground applications where smoke and gas accumulation could endanger personnel evacuation procedures.
Real-World Challenges and Practical Solutions
Mining operations generate unique electrical challenges that require specialized solutions beyond those found in conventional industrial applications. Understanding these challenges and the engineering solutions developed to address them provides insight into the sophisticated technology embedded in seemingly simple trailing cables.
Earth Fault Detection and Electrical Safety
Earth faults represent one of the most serious electrical hazards in mining operations, capable of causing fires, equipment damage, and personnel injury. Traditional earth fault protection systems designed for fixed installations prove inadequate for mobile mining equipment where cable damage can occur suddenly and without warning.
Type 280B cables address this challenge through sophisticated earth fault monitoring systems that continuously monitor the semiconductive screen current. Under normal operating conditions, screen current remains below 50 milliamperes, representing normal leakage through the cable insulation. However, insulation damage causes screen current to increase dramatically, often reaching several amperes before complete insulation failure occurs.
Advanced earth fault protection systems can detect screen current increases as small as 100 milliamperes and initiate equipment shutdown within 10 milliseconds, preventing the development of dangerous fault currents that could reach thousands of amperes. This rapid response capability has proven essential for preventing mining equipment fires and protecting personnel from electrical shock hazards.
Connector Technology and Termination Challenges
The electrical connections between Type 280B cables and mining equipment represent critical failure points that require specialized connector technologies. Traditional industrial connectors lack the mechanical strength and environmental protection necessary for mining applications, where connections may be subjected to severe vibration, moisture, dust, and mechanical abuse.
Mining-grade connectors incorporate multiple sealing systems to prevent moisture and dust ingress whilst maintaining electrical integrity under mechanical stress. Pin and socket designs employ spring-loaded contacts that maintain consistent electrical connection despite vibration and thermal cycling, with contact forces often exceeding 50 newtons per pin to ensure reliable power transmission.
The semiconductive screen termination presents particular challenges, as improper screen handling can create electric field concentrations that cause premature cable failure. Specialized stress relief cones distribute electric fields gradually from the high-field region within the cable to the low-field region of the connector, preventing corona discharge and insulation breakdown at the cable termination point.
Maintenance Procedures and Lifecycle Management
Type 280B cables require specialized maintenance procedures that differ significantly from conventional electrical installations. The mobile nature of mining equipment and the harsh operating environment necessitate regular inspection and testing procedures that can identify potential failures before they cause equipment downtime or safety hazards.
Visual inspection procedures focus on identifying mechanical damage to the cable sheath, including cuts, abrasions, and chemical contamination that could compromise long-term reliability. Experienced maintenance personnel can often identify impending cable failures through subtle changes in sheath appearance, flexibility, or surface contamination patterns.
Electrical testing procedures employ specialized equipment capable of measuring insulation resistance, screen continuity, and earth fault monitor operation whilst cables remain connected to mining equipment. These tests must account for the unique electrical characteristics of semiconductive screen cables, where traditional megohm testing procedures can provide misleading results.
Thermal imaging has emerged as a valuable diagnostic tool for identifying overloaded conductors, poor connections, and insulation degradation before these conditions cause cable failure. Hot spots visible through thermal imaging often indicate problems that conventional electrical testing cannot detect, particularly intermittent faults that occur only under specific loading conditions.
Frequently Asked Questions About Type 280B Cables
Mining operators commonly encounter specific technical challenges when working with Type 280B cables. These frequently asked questions address practical issues that affect cable performance, safety, and operational reliability in Australian open-cut mining environments.
Can Type 280B cables withstand Australia's extreme weather conditions and ultraviolet radiation?
Yes, Type 280B cables incorporate specialized sheath compounds specifically formulated to resist ultraviolet degradation under Australian sunlight conditions. The sheath compounds include UV stabilizers and carbon black additives that provide protection against photochemical breakdown processes that would destroy conventional electrical cables within months of outdoor exposure.
The cables are tested to withstand continuous exposure to UV radiation levels equivalent to those found in Australia's most extreme environments, including the Pilbara region where solar radiation exceeds 2500 kilowatt-hours per square metre annually. Temperature cycling tests verify that cables maintain flexibility and electrical properties through temperature ranges from -20°C to +90°C, covering the extreme conditions encountered in Australian mining operations.
Weather resistance extends beyond UV protection to include resistance to ozone exposure, salt spray in coastal mining areas, and the thermal shock effects of sudden temperature changes during storm fronts. These properties ensure reliable operation throughout the variable Australian climate whilst minimizing maintenance requirements and replacement costs.
How do Type 280B cables handle severe abrasion on mining haul roads and rough terrain?
Type 280B cables employ multiple strategies to resist abrasive damage from mining debris, sharp rocks, and equipment interaction. The primary protection comes from high-strength textile braiding embedded within the cable sheath, often incorporating aramid fibres such as Kevlar that provide exceptional cut resistance whilst maintaining cable flexibility.
The sheath compound itself incorporates abrasion-resistant additives and follows specialized formulations that resist gouging and cutting from sharp objects. Testing procedures subject cables to standardized abrasion tests using mineral aggregates similar to those found in mining operations, with passing cables demonstrating the ability to withstand thousands of abrasion cycles without sheath penetration.
Additionally, proper cable handling procedures minimize abrasive damage through the use of cable protectors, proper routing techniques, and regular repositioning to prevent cables from being dragged repeatedly across the same abrasive surfaces. Many mining operations implement cable management systems that lift cables above ground level during equipment movement, dramatically reducing abrasive wear whilst maintaining operational flexibility.
Are Type 280B cables safe for operation in wet mining conditions or potential flooding scenarios?
Type 280B cables are specifically designed to operate safely in wet conditions commonly encountered in open-cut mining operations. The cable construction includes multiple moisture barriers that prevent water ingress into the conductor and insulation system, even when cables are completely submerged for extended periods.
The semiconductive screen system provides critical safety protection in wet conditions by enabling rapid detection of insulation damage before dangerous fault currents can develop. Earth fault monitoring systems can detect leakage currents as low as 100 milliamperes, well below the threshold where personnel safety becomes compromised, even in standing water conditions.
However, proper installation and maintenance procedures remain essential for safe wet-weather operation. This includes ensuring that all cable terminations incorporate appropriate sealing systems, that earth fault monitoring equipment functions correctly, and that emergency shutdown procedures can isolate electrical systems rapidly if flooding threatens mining operations.
Submersion tests verify that properly maintained Type 280B cables can operate safely underwater for extended periods, making them suitable for mining operations that encounter seasonal flooding or high groundwater conditions common in many Australian mining regions.
How can operators detect electrical faults before they cause equipment damage or safety hazards?
Type 280B cables incorporate sophisticated fault detection capabilities through their semiconductive screen systems, but operators must understand how to interpret and respond to fault indications effectively. The screen current monitoring system provides the primary indication of developing electrical problems, with normal screen current typically remaining below 50 milliamperes during proper operation.
Screen current increases often provide several hours or days of warning before complete insulation failure occurs, allowing maintenance personnel to plan equipment shutdowns and cable replacement during scheduled maintenance periods rather than emergency repairs. However, operators must understand that screen current can vary with environmental conditions, cable temperature, and loading patterns, requiring experience to distinguish between normal variations and genuine fault development.
Portable testing equipment enables periodic verification of cable electrical integrity during maintenance procedures. Insulation resistance testing using specialized equipment designed for semiconductive screen cables can identify degraded insulation before earth fault monitors trigger, while screen continuity testing verifies that the fault detection system itself remains functional.
Visual inspection procedures remain equally important, as many cable failures begin with mechanical damage that progresses to electrical failure over time. Training maintenance personnel to recognize early signs of cable degradation, including subtle changes in sheath appearance, flexibility, or contamination patterns, can prevent many cable failures before they affect mining operations.
What maintenance procedures are necessary to maximize Type 280B cable service life?
Effective maintenance of Type 280B cables requires a combination of routine inspection procedures, periodic electrical testing, and proactive replacement strategies based on cable age and operating conditions. The mobile nature of mining equipment and harsh operating environment necessitate more intensive maintenance procedures than conventional electrical installations.
Daily visual inspections should focus on identifying new mechanical damage, contamination from oils or chemicals, and changes in cable routing that could create stress concentration points. Maintenance personnel should document any changes in cable appearance or handling characteristics, as these often provide early warning of developing problems.
Weekly electrical testing should verify earth fault monitor operation and measure screen current under normal operating conditions. Establishing baseline measurements when cables are new enables maintenance personnel to identify gradual changes that indicate developing insulation problems before complete failures occur.
Monthly detailed inspections should include cleaning of cable terminations, verification of connector sealing integrity, and measurement of insulation resistance using equipment specifically designed for semiconductive screen cables. These procedures can identify intermittent problems that might not trigger earth fault protection systems during normal operation.
Annual replacement planning should consider cable age, operating environment severity, and accumulated mechanical stress exposure. While some Type 280B cables can operate reliably for over seven years in favorable conditions, cables exposed to severe abrasion, chemical contamination, or extreme thermal cycling may require replacement after three years to maintain acceptable reliability levels.
What is the typical service life expectation for Type 280B cables in Australian mining conditions?
The service life of Type 280B cables varies significantly depending on operating conditions, maintenance quality, and application severity, but most cables in Australian mining operations achieve service lives between three and seven years before replacement becomes necessary. Understanding the factors that influence cable life helps operators optimize replacement scheduling and minimize unexpected failures.
Cables operating in severe abrasion environments, such as those supporting draglines or electric shovels working in highly abrasive formations, typically achieve service lives toward the lower end of this range. The constant mechanical stress, combined with exposure to sharp rock fragments and abrasive dust, gradually degrades the cable sheath and can damage internal components despite the robust construction of mining-grade cables.
Conversely, cables supporting auxiliary equipment or operating in less demanding applications may achieve service lives exceeding seven years when properly maintained and protected from mechanical abuse. These applications typically involve less frequent cable movement, reduced exposure to abrasive materials, and more predictable operating conditions that allow cables to approach their theoretical design life.
Environmental factors significantly influence cable longevity, with ultraviolet exposure, temperature extremes, and chemical contamination all contributing to gradual material degradation over time. Cables operating in Australia's harsh climate conditions require careful monitoring for signs of environmental damage, particularly UV-induced sheath degradation and thermal cycling effects that can cause insulation embrittlement.
Maintenance quality represents perhaps the most significant factor influencing cable service life, with proactive maintenance programs often extending cable life well beyond average expectations whilst reactive maintenance approaches typically result in premature failures and reduced service life. Investment in proper maintenance procedures and personnel training consistently provides positive returns through reduced cable replacement costs and improved equipment reliability.
Why Type 280B Cables Matter for Australia's Mining Industry
The importance of Type 280B cables extends far beyond their immediate technical function, representing a critical infrastructure component that enables Australia's position as a global mining leader. Understanding their broader significance helps explain why these specialized cables command premium prices and require sophisticated manufacturing and maintenance capabilities.
Australia's mining industry contributes over 200 billion dollars annually to the national economy, with open-cut operations representing the majority of this production value. The reliability of electrical infrastructure, including Type 280B cables, directly impacts this economic contribution through its effect on equipment availability and operational efficiency. A single cable failure can shut down equipment worth tens of millions of dollars whilst costing hundreds of thousands of dollars daily in lost production.
The scale of Australian mining operations amplifies the importance of reliable electrical infrastructure. Modern open-cut mines move hundreds of millions of tonnes of material annually using electrically powered equipment that depends entirely on trailing cable connections for power transmission. The Super Pit at Kalgoorlie, for example, removes over 30 million tonnes of material yearly using equipment that requires dozens of Type 280B cables operating continuously under extreme conditions.
Environmental considerations increasingly influence cable selection and maintenance practices as mining companies face growing pressure to minimize their environmental footprint. Type 280B cables contribute to this goal through their extended service life, reduced maintenance requirements, and compatibility with energy-efficient electrical systems that minimize power consumption and emissions from diesel generators.
Safety regulations specific to the Australian mining industry mandate the use of specialized electrical equipment, including Type 280B cables, in mobile mining applications. These regulations reflect decades of experience with mining electrical hazards and establish minimum performance standards that ensure personnel safety whilst enabling productive mining operations. Compliance with AS/NZS 1802:2018 standards represents legal requirements that mining operators cannot compromise without facing regulatory sanctions and potential liability exposure.
The technical expertise required to properly specify, install, and maintain Type 280B cables has created specialized industries that support Australian mining operations. This includes cable manufacturers, testing laboratories, installation contractors, and maintenance service providers that collectively employ thousands of people whilst contributing to Australia's technical capabilities in specialized electrical engineering applications.
Future Developments and Industry Trends
The evolution of Type 280B cable technology continues as mining operations become larger, more automated, and subject to increasingly stringent environmental and safety requirements. Understanding emerging trends helps mining operators prepare for future cable requirements whilst maximizing the value of current electrical infrastructure investments.
Automation trends in mining operations are driving requirements for cables that can support both power transmission and high-speed data communications within a single cable assembly. Future Type 280B designs may incorporate fiber optic elements or specialized twisted pair conductors that enable real-time equipment monitoring and control whilst maintaining the mechanical durability required for mining applications.
Environmental monitoring requirements are increasing the demand for cables that can operate reliably whilst supporting sophisticated sensor systems that monitor air quality, noise levels, and equipment emissions. These applications require cables with exceptional electrical noise immunity and the ability to support sensitive electronic equipment in the harsh electromagnetic environment created by large electrical motors and switching equipment.
Maintenance technology advances, including portable cable testing equipment and predictive maintenance systems, are extending cable service life whilst reducing maintenance costs. These systems enable maintenance personnel to identify developing problems earlier and with greater precision, allowing more targeted maintenance interventions that preserve cable life whilst ensuring operational reliability.
Conclusion
AS/NZS 1802:2018 Type 280B semiconductive screened trailing cables represent sophisticated engineering solutions that enable Australia's mining industry to operate some of the world's most demanding open-cut mining operations safely and efficiently. These cables embody decades of experience with mining electrical challenges whilst incorporating advanced materials and construction techniques that provide reliable service under conditions that would destroy conventional electrical cables within days.
The technical specifications of Type 280B cables reflect careful optimization for mining applications, balancing electrical performance requirements with mechanical durability needs whilst incorporating safety features that protect both equipment and personnel. The semiconductive screen technology, robust sheath construction, and specialized connector systems work together to provide electrical infrastructure that can support critical mining operations with minimal maintenance requirements and extended service life.
Understanding the proper application, installation, and maintenance of Type 280B cables enables mining operators to maximize their infrastructure investments whilst ensuring compliance with safety regulations and environmental requirements. The sophisticated fault detection capabilities, combined with proactive maintenance procedures, provide early warning of developing problems that allows planned maintenance rather than emergency repairs.
Australia's position as a global mining leader depends partly on the reliable operation of electrical infrastructure that includes Type 280B cables as critical components. As mining operations continue to evolve toward larger scale, increased automation, and higher environmental standards, these specialized cables will continue to play essential roles in enabling productive and safe mining operations across Australia's diverse and challenging mining environments.
The investment in proper Type 280B cable systems, including appropriate specifications, professional installation, and proactive maintenance programs, consistently provides positive returns through improved equipment reliability, reduced operational costs, and enhanced safety performance that protects both personnel and valuable mining equipment investments.
