
XLPE Insulated 6.35/11kV & 12.7/22kV Mining Cables-AS/NZS 1972:2006
High-voltage cables serve as the backbone of modern mining operations, providing reliable power transmission in some of the most challenging environments on Earth. These specialized cables must withstand extreme conditions including moisture, corrosive atmospheres, physical stress, and constant vibration while maintaining electrical integrity and safety standards. The failure of a single cable in an underground mining operation can result in production shutdowns, safety hazards, and significant financial losses. The AS/NZS 1972:2006 standard represents a comprehensive framework specifically developed for electric cables used in underground coal mines. This Australian/New Zealand standard establishes rigorous construction and performance requirements that ensure mining cables can operate safely and reliably in the harsh conditions typical of underground mining environments. Understanding this standard and the specifications of XLPE insulated mining cables is crucial for mining engineers, electrical contractors, and safety professionals involved in mining operations.
5/22/20257 min read

XLPE Insulated 6.35/11kV & 12.7/22kV Mining Cables-AS/NZS 1972:2006
Introduction
High-voltage cables serve as the backbone of modern mining operations, providing reliable power transmission in some of the most challenging environments on Earth. These specialized cables must withstand extreme conditions including moisture, corrosive atmospheres, physical stress, and constant vibration while maintaining electrical integrity and safety standards. The failure of a single cable in an underground mining operation can result in production shutdowns, safety hazards, and significant financial losses.
The AS/NZS 1972:2006 standard represents a comprehensive framework specifically developed for electric cables used in underground coal mines. This Australian/New Zealand standard establishes rigorous construction and performance requirements that ensure mining cables can operate safely and reliably in the harsh conditions typical of underground mining environments. Understanding this standard and the specifications of XLPE insulated mining cables is crucial for mining engineers, electrical contractors, and safety professionals involved in mining operations.
Application Scenarios
Underground Coal Mines
AS/NZS 1972:2006 compliant cables are specifically engineered for use in underground coal mining environments where safety is paramount. These cables are designed to handle the unique challenges of underground installations, including potential exposure to methane gas, coal dust, moisture, and the risk of physical damage from mining equipment. The cables' robust construction ensures they can maintain power supply to critical mining infrastructure even under adverse conditions.
The underground environment presents particular challenges that standard industrial cables cannot adequately address. Coal mines require cables that can resist the corrosive effects of mineral-laden water, withstand the mechanical stresses of ground movement, and maintain their integrity in the presence of potentially explosive atmospheres. AS/NZS 1972:2006 cables are specifically constructed to meet these demanding requirements.
High-Voltage Feeder Systems
These specialized mining cables play a crucial role in high-voltage power distribution systems, serving as the primary conduit for transmitting electrical power from surface substations to underground mining equipment. The cables are designed to handle significant electrical loads while maintaining voltage stability across long underground runs. Their high-voltage ratings of 6.35/11kV and 12.7/22kV make them suitable for powering heavy-duty mining machinery and large-scale operations.
The feeder system applications require cables that can maintain consistent electrical performance over extended distances and through varying environmental conditions. The XLPE insulation system provides excellent dielectric properties that ensure minimal power loss and stable voltage delivery to critical mining equipment.
Fixed Installations
AS/NZS 1972:2006 cables are specifically designed for fixed installations rather than flexible applications. They are ideal for permanent setups that require long-term reliability and durability. Common applications include powering conveyor belt systems that transport materials throughout the mine, ventilation systems that ensure safe air quality for workers, lighting systems for underground visibility, pumping stations for water management, and main distribution panels that control power flow throughout the mining operation.
The fixed installation design prioritizes durability and long-term performance over flexibility, making these cables perfect for permanent infrastructure where the cable routing remains constant throughout the operational life of the installation.


Electrical and Structural Parameters
Voltage Ratings
The AS/NZS 1972:2006 standard covers two primary voltage classes, each designed for specific mining applications. The 6.35/11kV rating is typically used for medium-voltage applications within mining operations, including secondary distribution systems, medium-capacity equipment feeds, and intermediate power distribution points. The 12.7/22kV rating is designed for high-voltage applications, including primary feeder systems from surface substations, high-power equipment connections, and main distribution networks throughout large mining operations.
The dual voltage rating system (such as 6.35/11kV) indicates the cable's ability to operate at the lower voltage between conductors and ground (6.35kV) and the higher voltage between conductors (11kV). This rating system ensures the cable can safely handle both phase-to-ground and phase-to-phase electrical stresses.
Conductor Specifications
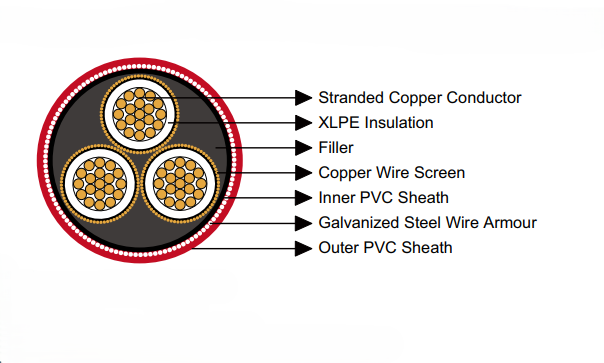
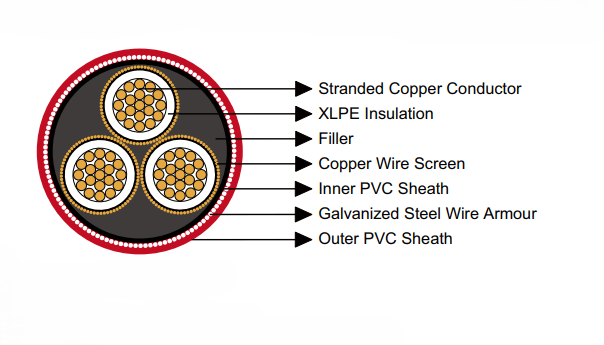
The cables utilize stranded plain copper conductors that provide optimal electrical conductivity combined with the mechanical flexibility necessary for installation in underground environments. Copper offers superior electrical conductivity compared to aluminum alternatives, ensuring efficient power transmission with minimal losses. The stranded construction provides better flexibility than solid conductors while maintaining excellent current-carrying capacity.
The conductor sizes range from 16mm² to 400mm², accommodating various power requirements from smaller equipment feeds to major distribution feeders. The stranding pattern is carefully designed to balance electrical performance, mechanical strength, and installation characteristics.
Insulation Material
Cross-Linked Polyethylene (XLPE) insulation represents a significant advancement in cable technology for mining applications. XLPE offers exceptional thermal resistance, allowing the cables to operate at higher temperatures without degradation. This material provides superior resistance to environmental stress cracking, chemical attack from mining compounds, and moisture ingress that could compromise electrical performance.
The cross-linking process creates a three-dimensional molecular structure that enhances the material's mechanical properties and thermal stability. This results in improved performance under the thermal cycling common in mining operations and better long-term reliability compared to conventional polyethylene or PVC insulation systems.
Screening and Armouring
The copper wire screen serves multiple critical functions in the cable design. It provides an effective path to ground for fault currents, shields the insulated conductors from external electromagnetic interference, and helps distribute electrical stress evenly around the conductor. The screen construction typically uses multiple copper wires arranged to provide both electrical continuity and mechanical flexibility.
The galvanized steel wire armour provides essential mechanical protection against physical damage that could occur during installation or operation in the mining environment. This armour protects against impact from falling rocks, crushing forces from ground movement, and damage from mining equipment. The galvanized coating provides corrosion resistance in the moisture-rich underground environment.
Sheathing
The cable features a dual-sheath system designed to provide comprehensive environmental protection. The inner PVC sheath provides a moisture barrier and protects the metallic components from corrosion. The outer PVC sheath, manufactured to comply with AS/NZS 1429.1 standards, provides the final barrier against environmental contamination, chemical attack, and physical abrasion.
This dual-sheath system ensures long-term reliability by providing multiple layers of protection against the various environmental challenges present in underground mining operations. The PVC materials are specifically formulated to resist the oils, acids, and other chemicals commonly encountered in mining environments.
Dimensional Data
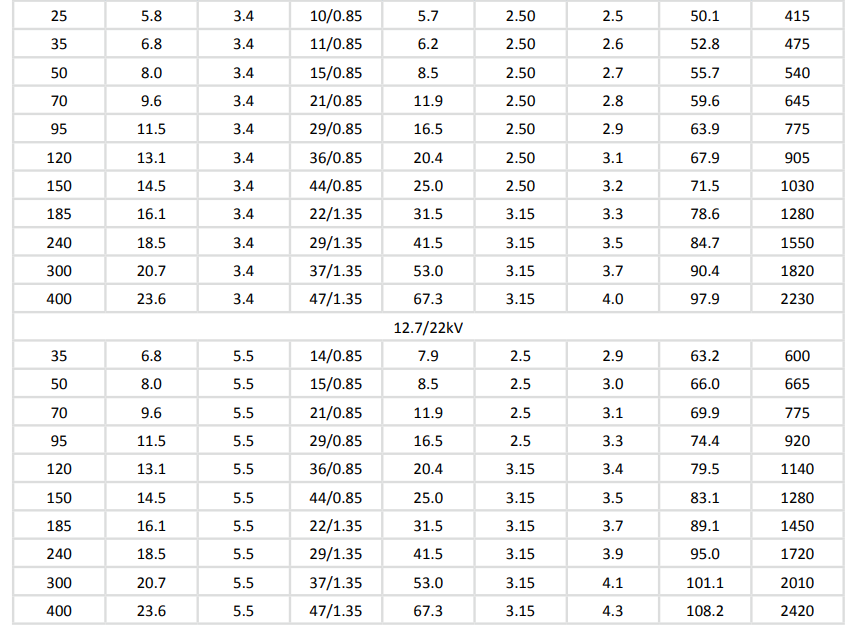
The following table provides comprehensive dimensional and weight specifications for both voltage classes:
6.35/11kV Specifications:
Conductor sizes range from 16mm² to 400mm²
Insulation thickness: 3.4mm (consistent across all sizes)
Overall diameters: 46.6mm to 97.9mm
Weights: 330 to 2230 kg/100m
12.7/22kV Specifications:
Conductor sizes range from 35mm² to 400mm²
Insulation thickness: 5.5mm (thicker for higher voltage rating)
Overall diameters: 63.2mm to 108.2mm
Weights: 600 to 2420 kg/100m
The increased insulation thickness for the 12.7/22kV cables reflects the higher electrical stresses these cables must withstand, while the corresponding increase in overall diameter and weight must be considered during installation planning.



Frequently Asked Questions (FAQ)
What is the significance of the AS/NZS 1972:2006 standard?
This standard establishes comprehensive specifications for the construction and performance requirements of electric cables used specifically in underground coal mines. It ensures that cables meet stringent safety and reliability criteria necessary for the unique challenges of mining environments. The standard covers everything from conductor materials and insulation systems to testing procedures and installation requirements, providing a complete framework for safe mining cable applications.
Why choose XLPE insulation over other materials?
XLPE insulation offers several critical advantages for mining applications. Its superior thermal properties allow operation at higher temperatures while maintaining insulation integrity. The material exhibits excellent resistance to environmental stress cracking, which is crucial in the mechanically demanding mining environment. XLPE also provides better resistance to moisture and chemical exposure compared to traditional insulation materials, ensuring long-term reliability in underground conditions.
How does the cable's armouring enhance safety?
The galvanized steel wire armour provides essential mechanical protection that is critical for mining safety. It protects the cable's electrical components from physical damage that could result in dangerous fault conditions, electrical fires, or power failures. The armour helps maintain cable integrity under mechanical stress from ground movement, equipment vibration, and potential impact damage. Additionally, the metallic armour provides an additional grounding path that enhances electrical safety.
Can these cables be used in flexible applications?
No, AS/NZS 1972:2006 cables are specifically designed for fixed installations where the cable remains stationary throughout its operational life. The cable construction prioritizes durability and long-term performance over flexibility. For applications requiring cable movement, such as reeling and trailing operations with mobile mining equipment, different cable types specified under AS/NZS 1802 should be used. These flexible cables have different construction features that allow for repeated bending and movement.
What maintenance practices are recommended for these cables?
Effective maintenance of mining cables requires a systematic approach including regular visual inspections for signs of physical damage, cuts, or deterioration of the outer sheath. Electrical testing should be performed periodically to verify insulation resistance and continuity of grounding systems. Proper cable support and routing should be maintained to prevent mechanical stress, and any signs of insulation degradation or conductor corrosion should be addressed immediately. Environmental monitoring around cable installations can help identify conditions that might accelerate cable aging or degradation.
Conclusion
The selection and application of appropriate mining cables is fundamental to ensuring the safety and efficiency of underground mining operations. AS/NZS 1972:2006 XLPE insulated cables represent a sophisticated solution engineered specifically for the demanding requirements of underground coal mining environments. Their robust construction, featuring stranded copper conductors, XLPE insulation, comprehensive screening and armouring systems, and dual-sheath protection, provides the reliability necessary for critical mining infrastructure.
Understanding the specific applications, electrical characteristics, and construction details of these cables enables mining professionals to make informed decisions about power distribution systems. The importance of adhering to established standards cannot be overstated, as these requirements have been developed through extensive experience and testing in actual mining conditions.
Proper cable selection, combined with appropriate installation practices and regular maintenance, forms the foundation of a safe and reliable electrical system in mining operations. As mining operations continue to evolve and expand, the role of high-quality, standards-compliant cables becomes increasingly critical to maintaining operational continuity and ensuring the safety of mining personnel. Investment in quality cable systems and adherence to established standards ultimately contributes to the overall success and safety of mining operations.



